1、必須按照設計、工藝要求及本規定和有關標準進行裝配,嚴禁私自修改作業內容或以非正常的方式更改零件。
2、裝配的零件必須是質檢部驗收合格的零件,裝配發現漏檢的不合格零件應及時上報。
3、 裝配環境要求清潔,不得有粉塵或其它污染,零件應存放在干燥、無塵、有防護墊的場所。
4、 零件在裝配前必須清理和清洗干凈,不得有毛刺、飛邊、氧化皮、銹蝕、切屑、砂粒、灰塵和油污等,并應符合相應清潔度要求。
5、 裝配過程中零件不得磕碰、劃傷,不得損傷零件表面,或使零件明顯彎、扭、變形,零件的配合表面不得有損傷。
6、相對運動的零件,裝配時接觸面間應加潤滑油(脂)。在加潤滑油之前保證表面清潔。
7、相配零件的配合尺寸要準確。
8、 各零、部件裝配后相對位置應準確,無特殊要求的,必須保證無明顯偏差。
9、裝配時,零件、工具應有專門的擺放設施,原則上零件、工具不允許擺放在機器上或放在地上,廣東在線式點膠機原理,如果需要應在擺放處鋪設防護墊或地毯。
10、裝配時原則上不允許腳踏機械,廣東在線式點膠機原理,如果需要腳踏作業,必須在機械上鋪設防護墊或地毯,重要部件及非金屬強度較低部位嚴禁腳踏。
11對于容易生銹零件,裝配時不得用手直接接觸,廣東在線式點膠機原理,裝配完成后,在有需要的地方噴防銹油。 自動點膠機代替人工點膠的優勢有哪些呢?廣東在線式點膠機原理

會影響到點膠機選擇的因素有很多:膠水的特性、點膠的工藝、成本、工作的環境、工作的效率等等;建議從這幾個方面來選擇:
1、穩定性和精度。我們在選擇自動點膠機的時候首先要考慮的就是它的穩定性和精度,我們使用自動點膠機的目的是提升效率和降低人工成本,所以我們選擇自動點膠機的時候要選擇穩定性能高,點膠精度高的,這樣會降低產品的不良率,產品的質量也有保障。
2、膠水。有一部分膠水應用于特殊的點膠機,選擇的點膠機要能幫助需求用戶完成特定點膠作業。
3、性價比。當我們選擇點膠機的時候可以多個廠家產品參觀比較。
4、售后服務。對比其性能、使用情況、售后服務、價格等。根據自己的需求和預算選擇適合自己的產品。 廣東在線式點膠機原理三軸點膠系統控制器、電源、運動控制器、伺服馬達或者步進馬達、絲桿或導軌、線材、鋁合金板材框架等。

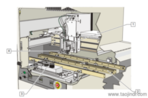
三軸點膠機是指具有XYZ軸的桌面型點膠機,也被稱之為機械臂點膠機。可分為雙液點膠機和單液點膠機,具備了區塊位移、旋轉、鏡射、重復編排、矩陣編排等點膠功能,其主要組成結構為:三軸點膠系統控制器、電源、運動控制器、伺服馬達或者步進馬達、絲桿或導軌、線材、鋁合金板材框架等。
工作原理:
三軸點膠機工作原理是將壓縮后空氣送入膠瓶(注射器),將膠壓進與活塞室相連的進給管中,當活塞處于上沖程時,活寒室中填滿膠,當活塞向下推進滴膠針頭時,膠從針嘴壓出。滴出的膠量由活塞下沖的距離決定,可以手工調節,也可以在軟件中控制。
工作流程:
在應用過程中可以在輸入傳感器上根據封裝需要進行自行定義,并觸發路線循環或跳離,以完成整個封裝流程。
應用領域:
三軸點膠機主要應用領域有:手機、電腦外殼、光碟機、印表機、墨水夾、PC板、LCD、LED、DVD、數位相機、開關、連接器、繼電器、散熱器、半導體等電子業、或與SMT設備連線快速點/涂膠。時鐘、玩具業皮具、皮革行業、禮品包裝、醫療器材等需液體點/涂膠產品。
一、點膠機的膠閥針頭的種類:
1.特氟龍制針頭,其特點為:對流動性強的液體控制較為突顯;
2.斜式塑性針頭,其特點為:可用于大流量需求產品或中高粘性流體,可有效抵擋UV光;
3.直型塑座不銹鋼針頭,其特點:連續點膠效果較好;
4.全鋼針
5.撓性針頭,其特點為:可深入到非直線工作面,保護產品表面;
6.彎角塑座不銹鋼針頭
二、根據使用產品對膠水的工藝來決定:
1.液體流動性強:使用小型號的點膠針頭,壓力設置較小;
2.液體流動性弱:使用斜式塑性針頭,壓力設置較大;
3.產品需打小點:使用小型號的針頭,壓力不用過大,點膠時間短;
4.產品需打大點:使用大型號的針頭,設置較大壓力,點膠時間長。
三、根據膠水的特性來決定使用哪種針頭:
UV膠水:斜式針頭,有效抵擋紫外線防止固化;
瞬間膠:可以用斜式塑性針頭,也可使用PP針頭;
厭氧膠:使用塑鋼針頭;
光固化膠:全鋼針頭;
密封膠及膏狀流體:
使用斜式塑性針頭;
通常我們在確定好使用的點膠機,膠閥,膠水后,我們再來選擇針頭以確定膠水展現出的工藝效果。所以我們現在來看針頭的選配還是非常重要的,它是能直接影響到整體的點膠質量的。 三軸點膠機的工作原理及優勢三軸點膠機是指具有XYZ軸的桌面型點膠機,也被稱之為機械臂點膠機。

1.膠嘴堵塞:膠閥或針頭沒有完全清洗,膠水里面雜質混到一起,堵塞孔隙或者不相容的膠水混合,也會導致膠嘴少或無膠點。解決方法:更換干凈的針頭,更換質量更好的膠,膠閥要及時清理。
2.膠閥滴膠漏料:點膠機使用的膠閥針頭的直徑過小,而過小的針頭又會影響到膠閥使用時的排氣泡動作,從而影響液體流動,造成背壓導致排膠停止后不久就開始滴膠。解決方法:更換較大的針頭,或者增加回吸的功能,膠閥關閉后液體內的空氣會滴落。比較好提前排除液體內的空氣,或在使用前將膠水離心或者靜置去泡。
3.流速太慢:點膠機液體傳輸管道過長,導致管口的氣壓流失不穩,從而點膠流速過慢。解決方法:將點膠機管道從1/8改為1/4,如無特殊要求,流動管道越短越好。還要調節出膠口和氣壓,加快流速。
4.流體內有氣泡:點膠機由于進給主壓力過大,工作時開閥時間太短,也會將空氣排進液體。解決方法:降低進給流體的壓力,使用錐形魯爾針頭。
5.出膠大小不一致:點膠機儲存流體的壓力泵或進給壓力不穩定,導致出膠不均勻,尺寸不一致。解決方法:應避免使用壓力介于壓力表中的低壓部分。膠閥的控制壓力至少要有60psi,才能確保出膠的穩定性。 SMT全自動點膠機知識簡介。廣東在線式點膠機原理
點膠機-高速高精度-智能點膠機-穩定點膠。廣東在線式點膠機原理
1、膠量一致性
①精密點膠機在點膠過程中控制出膠量非常重要。通過調整膠閥撞針噴嘴尺寸、開關閥時間、行程等參數,移動速度匹配實現目標要求值。
②精密點膠機點膠加工過程中出膠量的變化需要嚴格的監控、反饋和自動補償。由于溫度、粘度和壓力等條件的影響,膠量會發生變化,必須進行監控和反饋。如果變化超出允許范圍,必須及時調整,確保膠量隨時符合要求值。
③對于膠量監測,精密電子行業的點膠加工生產精度很小。點膠設備CPK(工程能力指數)取上下限取中心值±10%,在要求較高的情況下,取中心值±5%。
2、控制單點膠量小
①元器件本身有小型化趨勢電子產品越來越薄、輕、小,使用的部件必須越來越小。例如,0402、0201甚至01005都有大小,部件之間的間隙也很窄,焊點的大小更可想而知。
②電子膠成本高電子膠本身很貴,應該盡量避免浪費。在滿足保護焊點所需膠量的情況下,追求膠量的消耗很少。單點很小點膠量的大小控制,直接取決于點膠機設備本身的控制能力。
3、溢膠寬度除了密封組件焊點外,膠水溢出寬度也應控制在要求范圍內。在底部填充點膠在工藝方面,允許的溢膠寬度范圍在0.4~1mm。點膠機設備精度越高,溢膠寬度越窄越靈巧。 廣東在線式點膠機原理
深圳市和田古德自動化設備有限公司致力于機械及行業設備,以科技創新實現高品質管理的追求。公司自創立以來,投身于全自動錫膏印刷機,全自動高速點膠機,AOI,SPI,是機械及行業設備的主力軍。和田古德繼續堅定不移地走高質量發展道路,既要實現基本面穩定增長,又要聚焦關鍵領域,實現轉型再突破。和田古德始終關注自身,在風云變化的時代,對自身的建設毫不懈怠,高度的專注與執著使和田古德在行業的從容而自信。