4).埋板的大小在設計時應考慮幕墻的結構形式的需要。2.重視埋件的技術要求(1)預埋件技術要求是建設方必須重視的幕墻專項設計內容,根據其受力情況(拉,南京來料加工冷彎預埋槽、剪、彎)計算確定錨板規格、錨筋直徑、長度以及焊縫厚度等,其中錨板的**小厚度和錨筋的間距,錨筋到錨板邊緣距離,預埋件其承載力以及連接件與主體結構的錨固承載力必須通過計算或實物試驗予以確認,符合規范要求,但是建設方常常對埋件專項設計不夠重視,甚至忽略規范要求,草草的安排土建施工預埋,這種缺乏科學的設計以及盲目預埋,既造成大量預埋件報廢,點這免費下載施工技術資料又增加了幕墻安全隱患。(2)后置埋件技術要求除考慮各類螺栓本身性能差異外,還要考慮基材性狀、錨固連接的受力性質、被連接結構的類型、胡無抗震設防要求等因素。膨脹型螺栓、擴孔型螺栓不得用于受拉和邊緣受剪(邊距C<10hcf錨件有效錨固深度),拉剪復合受力的結構構件及生命線工程的非結構構件的后錨連接。化學植筋及螺桿,南京來料加工冷彎預埋槽,南京來料加工冷彎預埋槽,在滿足錨固深度的化學植筋和螺桿可應用于抗震設防烈度不大于8級的受拉、邊緣受剪、拉剪復合受力之的結構構件和非結構構件的后錨固連接等待。冷彎預埋槽,優選無錫九馳金屬制品有限公司。南京來料加工冷彎預埋槽

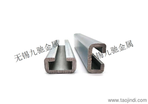
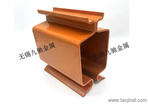
預埋槽道是在槽鋼上焊接上幾個錨腿,用于預制錨固的預埋件,這種形式稱之為預埋槽道。根據習慣不同又被稱之為哈芬槽、預埋槽、哈芬槽道、槽式預埋件、哈芬槽T型螺栓槽等。預埋通道的成型過程通常分為冷彎和熱軋兩種方式。預埋通道的冷成型冷彎過程是指通過彎曲機在常溫下將鋼板彎曲成槽形。槽壁的厚度相等,彎曲部分為弧形。該工藝要求設備簡單,技術門檻低,成本低。通過冷彎加工制成的凹槽將在彎曲部分集中應力,并且疲勞強度差,并且動態載荷不合適。預埋槽型熱軋成型在鋼板超過1200°C的結晶溫度的條件犀用模具重復熱軋過程。彎曲成直角。這種過程比冷彎更復雜,技術門檻更高,成本也更高。通過熱軋工藝形成的預埋通道具有符合各向同性且無應力集中問題的內部金屬微結構。它的機械性能遠遠優于冷成型產品。南京來料加工冷彎預埋槽生產冷彎預埋槽,物廉價美,庫存充足,來電無錫九馳金屬。

定位后預埋件表面與模板表面應緊密貼合。支架預埋件安裝定位工藝措施對于剪力墻一側有支架預埋件具體施工做法:在土建剪力墻鋼筋綁扎完畢后,用水平儀以底層25cm高的墻面確定支架預埋件的垂直度,然后將預埋件下方第二、五號錨栓點焊在箍筋上,預埋件中間及上方錨栓則焊接鋼筋,使鋼筋起點到支架預埋件預埋件平面的距離正好為墻的厚度,待模版支完后,再對支架預埋件進行逐個找平固定。對于剪力墻兩側都有支架預埋件具體施工做法:使支架預埋件平面到鋼筋表面的距離達到剪力墻的保護層厚度,然后再用水平儀確定支架預埋件的垂直度。若在預埋過程中碰到支架預埋件錨栓在箍筋的空檔處,則可添加輔助鋼筋。混凝土澆灌支架預埋件埋設好以后,在澆筑、搗砼時,要注意保護預埋件。混凝土施工的振動棒在預埋件周邊應延長振搗時間,預埋件周邊的砼一定要澆搗密實,避免產生漏漿及空鼓現象,影響預埋件的預埋質量。混凝土澆灌、搗固時,注意防止預埋件發生位移與模板分離。拆模后支架預埋件清理清理粘附在預埋件外表面上混凝土,露出其表面。支架預埋件檢查(1)在彈線放樣過程中,預埋件位置的檢查與結構檢查的工作相繼展開,依據某一軸線為檢查起始點。
3)當土建梁柱鋼筋綁扎完畢后,將預埋件用鐵絲臨時固定在鋼筋上,或點焊在箍筋上。(4)若預埋件埋設中碰到埋件在箍筋的空檔處,則可添加輔助鋼筋,或用鐵絲與主筋扎牢。我們需要知道的是建筑預埋件在埋設過程當中,一定要緊貼模板,上下、左右之間的偏差在20mm之間的時候影響并不大,而前后的傾斜將會造成角碼以及埋件之間接觸的減少,這樣將會讓施工難度加大。需要采取措施,就是在建筑預埋件上加墊鐵塊等均為點接觸,這樣的話受力將受影響。鍍鋅預埋件對于我們來說有點陌生,字面上的意思就是建筑預制埋件,預先安裝在建筑工程里邊,使其起到穩定,固定的效果,下面來具體了解下預埋件。預埋件中幕墻預埋件是常見的一種,根據材質的不同應用在不同的領域,材質硬的更多的適用于鑄造,鋼鐵建筑上,材質較軟的的應用于非金屬材質,如塑料,木頭等方面。幕墻預埋件能夠很好地把承載的負荷和作用傳遞到主體結構上,在一定的基礎上,有利于主體承受更大的作用,也加大了建筑的穩固性能。幕墻預埋件zui大的優勢就是安全性,是五金金屬配件中zui質量的產品,系列眾多,可以為不同的結構工程所用,是建筑設計上的重要構件。生產冷彎預埋槽,無錫九馳金屬制品有限公司。

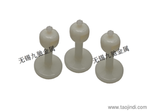
而預埋槽鉚接機,則是預埋槽制造的關鍵設備,預埋槽鉚接我們主要是在徑向鉚接機LJM20和LJM30的基礎上定制合適的工裝夾具,人工扶持進行鉚接。基礎的預埋槽鉚接機,在使用過程中我們發現,如果槽道長度過長,那么就會需要人工進行扶持,每臺設備都需要兩個人才能完成鉚接,。為此公司還研發生產了預埋槽半自動鉚接機,和預埋槽鉚接沖孔生產線。像預埋槽半自動鉚接機配合上下料托架可以單人操作完成沖孔、鉚接操作。這些都是預埋槽定制設備,可以節省人力成本,更高效的完成預埋槽道的鉚接。除預埋槽鉚接設備還有預埋槽沖孔設備公司也有研發銷售,單槽道沖孔和雙槽道沖孔都已在市場上銷售應用。作為的鉚接設備定制廠家,針對不同型號槽道、鉚釘都可以定制。1.預埋槽道鋁型材的后背彎勾促使槽道與混泥土的連接密不可分,確保槽道系統軟件支承安全性2.槽道卷邊含有鋸齒狀,與螺母和墊齒牙徹底符合,產生堅固的機械設備牙齒咬合,合理抵御沖擊性及震動載荷,避免松脫滑移3.槽道側邊加勁肋有鎖健作用,埋進混泥土時可提升與混泥土的握裹力4.熱鍍鋅70um左右解決,防特性佳5.裝有T型泡沫塑料填充料,避免跑模。冷彎預埋槽,來電咨詢無錫九馳金屬制品有限公司。南京來料加工冷彎預埋槽
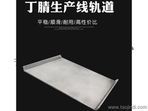
直銷生產冷彎預埋槽,好貨,歡迎來電咨詢無錫九馳金屬。南京來料加工冷彎預埋槽
工字型錨腿式預埋槽1、采用質量的碳素鋼冷彎成型2、沖孔折彎角3、槽內帶齒抗滑移荷載4、可配合綜合支吊架運用5、填充泡沫,避免裝置前將槽道梗塞鉚釘錨腿式預埋槽產品特性1、熱軋成型,強度高2、一次成型無內應力3、槽內帶齒抗滑移荷載4、經過了爆破和沖擊限荷載考證5、填充泡沫,避免裝置前將槽道梗塞預埋槽道的形成過程目前,預埋槽道的形成過程通常分為冷彎和熱軋。冷彎工藝是指在常溫下用折彎機將鋼板彎成槽形,槽壁厚度相等,彎曲點為圓弧形,。需要簡單的設備,低的技術門檻和低成本。冷彎工藝制成的預埋槽道會在彎曲部位形成應力集中,疲勞強度較差,因此不宜承受動載荷,當鋼板超過1200攝氏度的結晶溫度時,通過多次滾動模具進行熱軋工藝。彎曲點成直角。此過程更加復雜,技術門檻更高,并且成本要比冷彎高得多。通過熱軋工藝形成的預埋槽道具有符合各向同性的內部金屬微觀結構,并且沒有應力集中的問題。它的機械性能遠遠優于冷成型產品。南京來料加工冷彎預埋槽