操作控制向機電液一體化方向發展設備的操作、控制向機電液一體化方向發展,使操作控制過程簡化、準確、靈活,南京蝸桿螺桿旋風銑歡迎選購、直觀,能更有效地確保施工質量,以適應工程施工中多工藝方法、多工序環節、多工作狀況對設備運行可靠性和工程質量保障程度的要求。機電液一體化控制系統的特點為:以載荷一傳感系統為依托,用先導型電液比例閥控制,借助機載計算機和屏幕顯示系統,使操作、監測和質量保證體系進人人機對話并具有一定智能型特征的監控階段。南京創遠旋銑裝備制造有限公司,南京蝸桿螺桿旋風銑歡迎選購,20年專注旋風銑,提供全套螺桿旋風銑技術解決方案; 公司擁有多名旋風銑削行業從業近20年豐富經驗的的高級工程師,南京蝸桿螺桿旋風銑歡迎選購、高級技工團隊,憑借多年的旋風銑削技術應用經驗,以及3000多家客戶經驗積累,本著“創新驅動,誠信致遠”的經營理念,不斷引入新技術并推廣到市場,視創新為企業生命力,致力打造國內先進的旋風銑削裝備制造企業。螺桿旋風銑的切削形式分為:內切式·外切式 。南京蝸桿螺桿旋風銑歡迎選購

旋風銑加工螺紋的優點是怎樣的?1、加工效率高,比傳統加工效率可提高10倍以上;2、由于是成型加工,產品一刀成形,偏心切削不需退刀,精度高;3、由車床改造的旋風銑不改動車床結構,螺旋升角可調,安裝方便;節省投資專機設備的費用;4、表面粗糙度可達Ra0.8微米,加工精度提高2級;南京創遠旋銑裝備制造有限公司,20年專注旋風銑,提供全套螺桿旋風銑技術解決方案; 公司擁有多名旋風銑削行業從業近20年豐富經驗的的高級工程師、高級技工團隊,憑借多年的旋風銑削技術應用經驗,以及3000多家客戶經驗積累,本著“創新驅動,誠信致遠”的經營理念,不斷引入新技術并推廣到市場,視創新為企業生命力,致力打造國內先進的旋風銑削裝備制造企業。南京蝸桿螺桿旋風銑歡迎選購包含螺紋齒形的數量較多,是眾所周知的螺紋加工技術,可以提供良好的表面質量和螺紋質量。

旋風銑是與普通車床配套的高速銑削螺紋裝置。用裝在高速旋轉刀盤上的硬質合金成型刀,從工件上銑削出螺紋的螺紋加工方法。因其銑削速度高(速度達到400m/min),加工效率快,并采用壓縮空氣進行排屑冷卻。加工過程中切削飛濺如旋風而得名一旋風銑。南京創遠旋銑裝備制造有限公司,20年專注旋風銑,提供全套螺桿旋風銑技術解決方案; 公司擁有多名旋風銑削行業從業近20年豐富經驗的的高級工程師、高級技工團隊,憑借多年的旋風銑削技術應用經驗,以及3000多家客戶經驗積累,本著“創新驅動,誠信致遠”的經營理念,不斷引入新技術并推廣到市場,視創新為企業生命力,致力打造國內先進的旋風銑削裝備制造企業。
每件都通過三坐標測量機檢測合格再入庫。3、旋風銑電機與主軸之間采用同步齒形帶傳動,傳動平穩,無滑差,速比更恒定。4、主軸的端面跳動和軸向竄動控制在5μm;每件都通過三坐標測量機檢測合格再裝配。5、旋風銑的主軸加工是在加工中心一次裝夾完成加工:6、旋風銑的刀盤加工是在加工中心一次裝夾完成加工:7、旋風銑刀和旋風銑可轉位機夾刀片突破了國內旋風銑無法多刀成型加工的瓶頸。南京創遠旋銑裝備制造有限公司,20年專注旋風銑,提供全套螺桿旋風銑技術解決方案; 公司擁有多名旋風銑削行業從業近20年豐富經驗的的高級工程師、高級技工團隊,憑借多年的旋風銑削技術應用經驗,以及3000多家客戶經驗積累,本著“創新驅動,誠信致遠”的經營理念,不斷引入新技術并推廣到市場,視創新為企業生命力,致力打造國內先進的旋風銑削裝備制造企業。螺桿旋風銑機床主軸帶動工件慢速旋轉(輔助運動)。

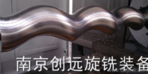
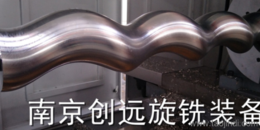
旋風銑在雙波螺紋桿旋銑加工上的新突破液壓鑿巖機的釬尾、鉆桿和釬頭地應用了波形螺紋連接,其優點是在使用相同材料的情況下具有較高的抗沖擊疲勞強度,并且拆卸快、剛性好。在鉆鑿過程中螺紋受到高頻率的脈動沖擊載荷,同時還要傳遞很大的扭矩,這就對波形螺紋質量提出了高的要求。雙波螺紋牙型特殊,螺距較大,加工起來困難很大。南京創遠旋銑裝備制造有限公司,20年專注旋風銑,提供全套螺桿旋風銑技術解決方案; 公司擁有多名旋風銑削行業從業近20年豐富經驗的的高級工程師、高級技工團隊,憑借多年的旋風銑削技術應用經驗,以及3000多家客戶經驗積累,本著“創新驅動,誠信致遠”的經營理念,不斷引入新技術并推廣到市場,視創新為企業生命力,致力打造國內先進的旋風銑削裝備制造企業。螺紋加工方法有哪些?有各種各樣的螺紋加工方法和工具,適用于不同的零件。南京蝸桿螺桿旋風銑歡迎選購
螺桿旋風銑是接骨螺釘和小蝸桿等零件的加工解決方案。南京蝸桿螺桿旋風銑歡迎選購
螺紋磨削主要用于在螺紋磨床上加工淬硬工件的精密螺紋。按砂輪截面形狀不同分單線砂輪和多線砂輪磨削兩種。單線砂輪磨削能達到的螺距精度為5~6級﹐表面粗糙度為R1.25~0.08微米﹐砂輪修整較方便。這種方法適于磨削精密絲杠、螺紋量規、蝸桿、小批量的螺紋工件和鏟磨精密滾刀。多線砂輪磨削又分縱磨法和切入磨法兩種。縱磨法的砂輪寬度小于被磨螺紋長度﹐砂輪縱向移動一次或數次行程即可把螺紋磨到尺寸。切入磨法的砂輪寬度大于被磨螺紋長度﹐砂輪徑向切入工件表面﹐工件約轉1.25轉就可磨好﹐生產率較高﹐但精度稍低﹐砂輪修整比較復雜。切入磨法適于鏟磨批量較大的絲錐和磨削某些緊固用的螺紋。南京創遠旋銑裝備制造有限公司,20年專注旋風銑,提供全套螺桿旋風銑技術解決方案; 公司擁有多名旋風銑削行業從業近20年豐富經驗的的高級工程師、高級技工團隊,憑借多年的旋風銑削技術應用經驗,以及3000多家客戶經驗積累,本著“創新驅動,誠信致遠”的經營理念,不斷引入新技術并推廣到市場,視創新為企業生命力,致力打造國內先進的旋風銑削裝備制造企業。南京蝸桿螺桿旋風銑歡迎選購
南京創遠旋銑裝備制造有限公司主要經營范圍是機械及行業設備,擁有一支專業技術團隊和良好的市場口碑。公司業務涵蓋旋風銑,蝸桿旋風銑,絲桿旋風銑,螺桿旋風銑等,價格合理,品質有保證。公司從事機械及行業設備多年,有著創新的設計、強大的技術,還有一批專業化的隊伍,確保為客戶提供良好的產品及服務。在社會各界的鼎力支持下,持續創新,不斷鑄造高品質服務體驗,為客戶成功提供堅實有力的支持。