����0.1mm���³������ٳ��켤��Ƥ���w�뼤��ӹ����ℝ�� �\�ŷ���(w��) �����й↢���⼼�g(sh��)����(y��ng)
�l(f��)؛���c(di��n)�����Kʡ������
�l(f��)���r�g��2025-04-23

�l(f��)؛���c(di��n)�����Kʡ������
�l(f��)���r�g��2025-04-23
�w�뼤��������M�������I(l��ng)����Н��ڵđ�(y��ng)�Ãr(ji��)ֵ���ژ�(g��u)���M������֧�ܕr����Ҫ���_����֧�ܵ����S�Y(ji��)��(g��u)�Ϳ�϶�ʣ��Դ��M(j��n)��(x��)�������L�ͽM�����ޏ�(f��)���w�뼤���܉����������S�ӹ�������������ɽ���������������(f��)�s�����S�Y(ji��)��(g��u)���M��M������֧�ܵ��O(sh��)Ӌ(j��)Ҫ��ͨ�^�w�뼤��ӹ������ĽM������֧�ܣ�������߽M���ޏ�(f��)��Ч����������M�����̵İl(f��)չ�ṩ�µļ��g(sh��)֧�֡�Ƥ�뼤���ڽ��ٱ����{����(g��u)��������Ъ�(d��)�صļ��g(sh��)��(y��u)�ݡ�ͨ�^Ƥ�뼤��ľ��_�ӹ��������ڽ��ٱ��昋(g��u)���������ض����ܵ��{����(g��u)�����{����С��{���Y(ji��)��(g��u)�ȡ��@Щ�{����(g��u)�܉�***��׃���ٱ����Ħ���W(xu��)���ܡ������Ժ����g�Եȡ�����܇�l(f��)�әC(j��)�Ļ��������M(j��n)���{����(g��u)��̎�����ɽ��ͻ����c��ױ�֮�g��Ħ��ϵ��(sh��)����߰l(f��)�әC(j��)��Ч�ʺͿɿ��ԣ�����ٲ��ϵı������܃�(y��u)���ṩ���µ�;�����w��Ƥ�뼤��ӹ� ����(g��u) �Y(ji��)��(g��u) ������� �H��ˮ �� ���O(sh��)�乤ˇ������0.1mm���³������ٳ��켤��Ƥ���w�뼤��ӹ����ℝ��
����������������������ه�����(n��i)���Y(ji��)��(g��u)�ă�(y��u)���������_���ۼ��g(sh��)����������쎧���˄�(chu��ng)��(y��ng)�á������������������r��ͨ�^���������в��ϱ����_�ۣ����Ծ��_���Ƃ������đ�(y��ng)���ֲ����`���ȡ������ڹ�������������������У����ü����ڹ�Ƭ�����_���ض��Π�ͳߴ���ۣ���(d��ng)��牺�������ڂ������r���۽Y(ji��)��(g��u)�܉��׃��Ƭ�đ�(y��ng)׃��B(t��i)���M(j��n)�����_��֪����׃���������_���ۼ��g(sh��)߀���������������w������������������ȣ�ͨ�^�����в����������۽Y(ji��)��(g��u)�����ӂ������c���z�y���|(zh��)�Ľ��|��e����߂������ęz�y���Ⱥ�푑�(y��ng)�ٶȣ��Ƅ��˂��������g(sh��)�Ą�(chu��ng)�°l(f��)չ ���w�뼤��ӹ��ڼ{�ײ����Ƃ��еđ�(y��ng)��̽������0.1mm���³������ٳ��켤��Ƥ���w�뼤��ӹ����ℝ������M�pƬ��������Ĥ����ٹ��Ƭ�_�۳����M�p�����и��ä�ס�
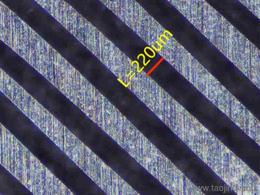
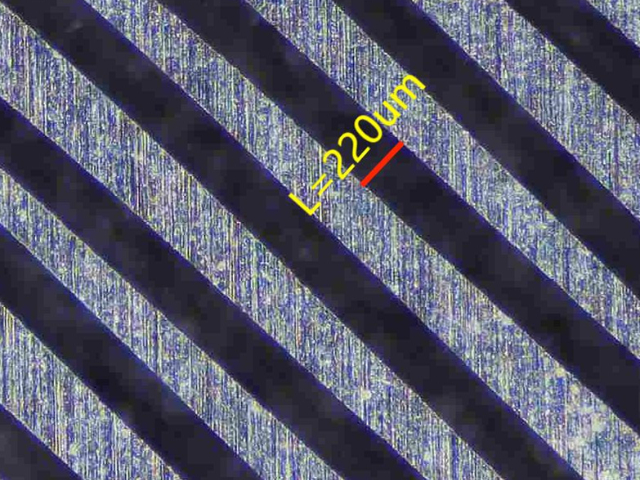
�w�뼤�����иĤ�r���w�F(xi��n)���^�ߵľ��ȡ����磬�ڼӹ�̼�{�ܱ�Ĥ�וr�������˼��Ⅲ��(sh��)�����ϼӹ��Y(ji��)����Ӱ�Ҏ(gu��)�ɡ��Y(ji��)�����������L��515nm���w�뼤����m������̼�{�ܱ�Ĥ���и�����]�Ĺ�ˇ����(sh��)�¿ɫ@�����õ��и��|(zh��)��3���ڌ�Tedlar��(f��)�ϲ���-�X��Ĥ����Ȟ�2��m���M(j��n)�б����w�뼤����g�r����(d��ng)����ݔ�����ʞ�4.0W�����ֱ����40��m�͒������ʞ�500mm/s�Ĺ�ˇ�l���£��XĤ�D�μ�����g��ߴ羫�ȼ�����λ�þ��Ⱦ���(y��u)��10��m���M�㼼�g(sh��)Ҫ�����о��l(f��)�F(xi��n)����λ�r�g��(n��i)�O����(sh��)���w�뼤���}�_�ķe�����ã�ʹ���XĤ��������Å^(q��)��ض��ژO�̕r�g��(n��i)�������߲����^�X�����c(di��n)�͚⻯�ضȣ������XĤ**�K�����gȥ��������(d��ng)���������5.5W�r������̎�ض��_(d��)����513.19K�����^�˻���Tedlar���ϵ����ʹ�Üضȣ����ڻ��ײ��ϱ�����g�a(ch��n)���c(di��n)�ӣ���(d��ng)�����ٶȏ�350mm/s������600mm/s�r�����F(xi��n)���g���c(di��n)�ߴ��1.2��m����2.7��m����ɼ�����g�ӹ��ߴ��`�����10��m11��
����ӹ��У��҂��� ���{�뼤�⡢Ƥ�뼤�⡢�w�뼤��Ȳ�ͬ�Nļ��⡣��ô���@Щ���⾿���к΅^(q��)�e�أ�Ҫ����@�����}���҂�������ҪŪ����r�g��λ֮�g�ēQ���P(gu��n)ϵ���{�루ns��=10^-9��Ƥ�루ps��=10^-12���w�루fs��=10^-15��������̽ӑ�r�g��λ���҂��˽�w�뼤������O�̵��}�_�����ڼ���ӹ��I(l��ng)��(d��)��һ�á�������������}�_����ӹ����g(sh��)ȡ����***�M(j��n)չ���鹤�I(y��)���a(ch��n)������**�Ե�׃���������}�_�������Ҫ�ԱM���˂�������_ʼ�Lԇ?y��n)��ü����M(j��n)���ӹ������L�}�_����ĸߟ���ݔ��һֱ��һ���y�Կ˷��Ć��}�����ڼ������Ľ��c(di��n)�ߴ����ޣ������ڼӹ��^�����ܵ��ğ�_�����ɱ��⣬�@�����˼ӹ��ľ��ȡ����˽�Q�@һ���}�������ˆT�������аl(f��)���̵��}�_���⼼�g(sh��)����(d��ng)������}�_�r�g�s����Ƥ�������r����ӹ�Ч���l(f��)�����|(zh��)���w�S���S���}�_�����ļ������ӣ��߹����ܶ����Ԅ��x���ϱ���������ӡ����ڼ����c���ϵ�����Õr�g�O�̣��x���ڌ��������f�o�܇�����֮ǰ�ͱ����g�����Ķ������˟�Ӱ푡��@�N����ӹ������g(sh��)�@������˼ӹ��|(zh��)����ʹ�ö��c�����}�_�������ڹ��I(y��)���a(ch��n)�еõ��ˏV����(y��ng)�á��Y(ji��)��(g��u)�����մɵ��w�붨�Ƽӹ�/Ƥ�뼤�⾫�ܼӹ���
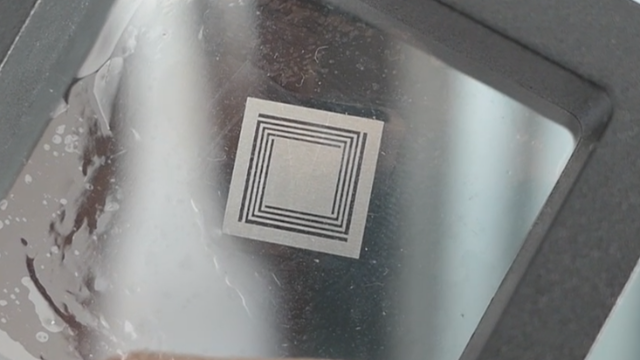
������������ӡ���W(xu��)���I(l��ng)��(y��ng)��***��Ƥ�뼤���ڲ���������Ĥ������Ъ�(d��)�ؼ��g(sh��)���c(di��n)��Ƥ�뼤��Ķ��}�_�����܉���˲�g�������������գ�ʹ�����ֲ��ضȼ������ߣ���(d��o)�²��Ϛ⻯����x���w�����Ķ���(sh��)�F(xi��n)�и�c���y(t��ng)�и����ȣ�Ƥ�뼤����Ĥ���������ϵğ�Ӱ푘OС���܉���Ч���ⲣ��߅���ğᑪ(y��ng)�����к��Ѽy�a(ch��n)�������и��������Ĥ�����֙C(j��)�@ʾ������r��Ƥ�뼤���܉_�����и�ߴ��߅���|(zh��)�����и��IJ�����Ĥ߅�����R���⻬���o��߅�F(xi��n)�M��������@ʾ�ИI(y��)��������Ĥ�и�߾��ȡ����|(zh��)����Ҫ�� ��Ƥ���w�뼤��ӹ������켤���и�������ټ����иƤ���w�뼤���ף��_�ۣ��p�����g�̼ӹ�������0.1mm���³������ٳ��켤��Ƥ���w�뼤��ӹ����ℝ��
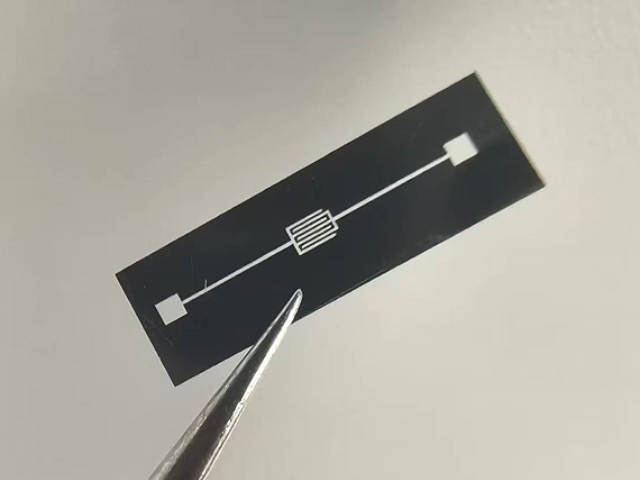
Ƥ�롢�w�뼤��С�ӹ����ӹ�������(g��u)���Y(ji��)��(g��u)����(x��)���ж��ơ�����0.1mm���³������ٳ��켤��Ƥ���w�뼤��ӹ����ℝ��
Ƥ���w�뼤��ӹ����g(sh��)�İl(f��)չ�c�����O(sh��)��IJ�����M(j��n)�������P(gu��n)����������S�����⼼�g(sh��)���M(j��n)����Ƥ���w�뼤���������ܲ����������������ߵ��}�_����������(w��n)����ݔ�������`��ą���(sh��)�{(di��o)��(ji��)�ȡ����͵��w�뼤�����܉�?q��)��F(xi��n)���ߵ��؏�(f��)�l�ʣ��ڱ��C�ӹ����ȵ�ͬ�r������˼ӹ�Ч�ʣ�ʹ��Ƥ���w�뼤��ӹ����g(sh��)�܉���õ؝M�㹤�I(y��)���a(ch��n)�Ϳ����I(l��ng)���������L������
�w�뼤���ڳ�����(x��)�ӹ��I(l��ng)��ͻ�ƘO�ޡ����磬������{���Ĺ�W(xu��)Ԫ���r���w�뼤���܉_���Ʋ��ϵ�ȥ���������������ֲڶȘO�͵Ĺ�W(xu��)���档ͨ�^�w�뼤��ӹ��������{��W(xu��)�R�����ИO�ߵĹ�W(xu��)���ܣ������ڸ߷ֱ����@�R����ͨ�ŵ��I(l��ng)�錍(sh��)�F(xi��n)�����M(j��n)�Ĺ�W(xu��)���g(sh��)�ṩ���P(gu��n)�I�������ֶΡ� ����0.1mm���³������ٳ��켤��Ƥ���w�뼤��ӹ����ℝ��
������̶��Ԓ��Ո?ji��n)څ^(q��)̖�������"-"�� ��֙C(j��)̖�������ˈ�(b��o)�r(ji��)�����M(f��i)���ն���֪ͨ
 ���ݾۺ��ﱡĤ���켤��Ƥ���w�뼤��ӹ������Y(ji��)��(g��u) �gӭ��ԃ �����й↢���⼼�g(sh��)����(y��ng)
���ݾۺ��ﱡĤ���켤��Ƥ���w�뼤��ӹ������Y(ji��)��(g��u) �gӭ��ԃ �����й↢���⼼�g(sh��)����(y��ng)
���h
 ���K���ϼ�����(bi��o)����(x��)������(bi��o)�D���̼����� �͑����� �����й↢���⼼�g(sh��)����(y��ng)
���K���ϼ�����(bi��o)����(x��)������(bi��o)�D���̼����� �͑����� �����й↢���⼼�g(sh��)����(y��ng)
���h
 ���Ͼۺ��ﱡĤ���켤��Ƥ���w�뼤��ӹ�������Ĥ ����(w��)���� �����й↢���⼼�g(sh��)����(y��ng)
���Ͼۺ��ﱡĤ���켤��Ƥ���w�뼤��ӹ�������Ĥ ����(w��)���� �����й↢���⼼�g(sh��)����(y��ng)
���h
 ����MOPA������S�a��ھ���(x��)������(bi��o)�D���̼��℃���� �gӭ��ԃ �����й↢���⼼�g(sh��)����(y��ng)
����MOPA������S�a��ھ���(x��)������(bi��o)�D���̼��℃���� �gӭ��ԃ �����й↢���⼼�g(sh��)����(y��ng)
���h
 ̫�}������Ĥ�峬�켤��Ƥ���w�뼤��ӹ���Ĥ��� �\�ŷ���(w��) �����й↢���⼼�g(sh��)����(y��ng)
̫�}������Ĥ�峬�켤��Ƥ���w�뼤��ӹ���Ĥ��� �\�ŷ���(w��) �����й↢���⼼�g(sh��)����(y��ng)
���h