
節能與環保已成為焊管機發展的重要趨勢。新型焊管機在設計與制造時,充分考慮能源利用效率與環境保護。在電氣系統方面,采用高效節能電機與先進變頻技術,降低設備運行能耗。通過優化設備結構與傳動系統,減少機械摩擦損耗,進一步提高能源利用率。在焊接工藝上,采用先進的節能焊接方法,如激光焊接、電子束焊接等,這些焊接技術不僅能提高焊接質量,還可降低焊接過程中的能量消耗。同時,注重減少生產過程中的污染物排放,配備高效的廢氣、廢水處理裝置,對焊接產生的有害氣體與廢水進行凈化處理,使其達標排放。部分焊管機還采用環保型的表面處理工藝與材料,減少對環境的污染,符合可持續發展理念,滿足市場對綠色制造設備的需求。焊管機的液壓系統采用伺服比例控制,動作響應速度快。江西船舶用管焊管機采購
矯平機在焊管機生產線中起著不可或缺的預處理作用。在金屬板材的運輸與儲存過程中,由于受到各種外力因素的影響,如顛簸、擠壓等,板材極易產生諸如波浪形、瓢曲等變形。這些變形若不加以矯正,將會在后續的成型和焊接工序中引發一系列嚴重問題。例如,在成型過程中,變形的板材可能無法按照模具要求彎曲,導致管材形狀不規則;在焊接時,不平整的板材表面會使焊縫出現虛焊、氣孔等缺陷,嚴重影響管材的質量與性能。矯平機通常采用多輥矯平原理,通過上下交錯布置的多組矯平輥,對板材施加反復的彎曲變形力。在這一過程中,板材的纖維組織逐漸被拉伸和調整,從而恢復到平整狀態。為了適應不同厚度和材質的板材,矯平機的輥距和矯平壓力設計為可調節的。操作人員能夠根據實際板材參數,通過控制系統精確調整輥距和壓力,以實現合理的矯平效果。同時,一些先進的矯平機還配備了自動化檢測裝置,能夠實時監測板材的平整度,并依據檢測結果自動調整矯平參數,從而提高了矯平效率和精度,為后續的成型和焊接工序提供了高質量的板材基礎,有力*了焊管的生產質量。高頻工業焊管機源頭廠家焊管機的卷板進料系統支持自動上料和對接,減少人工干預。
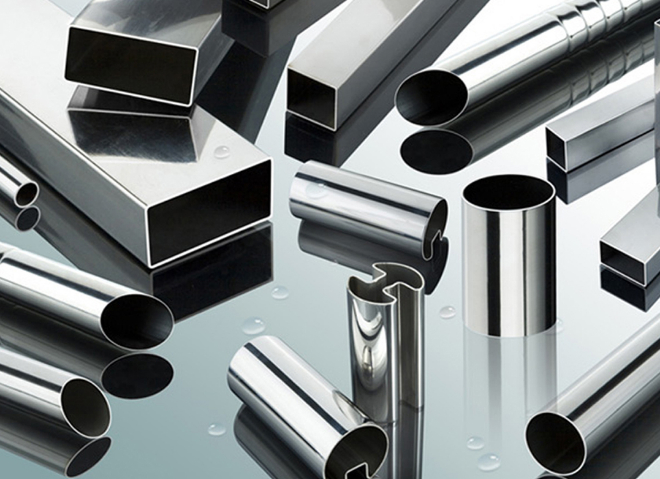
焊管機在石油化工行業的應用:石油化工行業對焊管的質量和性能有著極高的要求,焊管機在該領域發揮著重要作用。在石油和天然氣的輸送過程中,需要大量的大口徑、很高的強度的焊管作為管道。這些焊管要承受高壓、腐蝕等惡劣環境的考驗。焊管機能夠生產出符合石油化工行業標準的質量焊管,采用特殊的材質和焊接工藝,確保管材具有良好的耐壓性能和耐腐蝕性。例如,在海底石油管道的建設中,使用的焊管需要具備極高的強度和抗海水腐蝕能力,焊管機通過先進的成型和焊接技術,生產出滿足這些要求的管材。同時,在石油化工裝置內部的各種管道系統中,也使用焊管機生產的不同規格和材質的焊管,為石油化工行業的安全、穩定運行提供了可靠的*。
焊管機不同焊接方式的對比 - 高頻電阻焊與氬弧焊:高頻電阻焊和氬弧焊是焊管機常用的兩種焊接方式,它們各有特點。高頻電阻焊通過高頻電流使管材邊緣迅速發熱,在擠壓作用下實現焊接。其焊接速度快,生產效率高,適用于大規模生產普通碳鋼、低合金鋼等材質的焊管。例如,建筑行業中大量使用的普通焊管,多采用高頻電阻焊工藝生產。然而,高頻電阻焊的焊縫存在一定的熱影響區,對于一些對焊接質量要求極高、材質較特殊的管材可能不太適用。氬弧焊則是以氬氣作為保護氣體,利用電弧產生的熱量進行焊接。氬弧焊能夠提供更穩定的焊接過程,焊縫質量高,幾乎沒有雜質混入,特別適合焊接不銹鋼、鋁合金等對焊接質量和耐腐蝕性要求較高的管材。但氬弧焊的焊接速度相對較慢,成本較高,在大規模生產中可能不太經濟。企業在選擇焊管機的焊接方式時,需要綜合考慮管材的材質、規格、質量要求以及生產成本等因素,以確定適合的焊接工藝。焊管機的換模系統采用快速定位裝置,模具更換時間縮短至 15 分鐘。

焊接系統是焊管機的關鍵,其焊接質量直接關乎焊管性能與壽命。電阻焊在焊管生產中應用較廣,利用電流通過焊件產生電阻熱,使焊件接觸部位迅速升溫至塑性或熔化狀態,再在壓力作用下完成焊接。電阻焊焊接速度快、效率高,尤其適用于大批量生產中小口徑焊管。焊接電流、時間、壓力是關鍵參數,需依管材材質、厚度精確匹配調整。如厚管材電阻大,需大電流、長時間確保焊縫熔深與強度;薄壁管材則要嚴控參數,防燒穿、焊縫過寬等缺陷。氬弧焊因焊接質量高,在食品衛生管、不銹鋼裝飾管等對焊接質量要求極高的領域備受青睞。氬氣隔絕空氣雜質,防止焊縫金屬氧化、氮化,其焊接參數包括電流、電壓、速度、氬氣流量等,同樣需根據管材實際情況優化調整。焊管機的在線飛鋸裝置可實現管材的定尺切割,精度 ±1mm。陜西國內焊管機源頭廠家
品質優良的焊管機,焊接速度快,能大幅縮短生產周期。江西船舶用管焊管機采購
焊管機生產的焊管質量穩定可靠,這是其在市場上備受認可和信賴的重要原因之一。在焊接過程中,先進的焊接系統能夠精確控制焊接參數,如焊接電流、電壓、焊接速度等,確保焊縫的質量均勻一致。例如,電阻焊系統通過智能化的控制算法,能夠根據管材的材質、厚度等實時調整焊接參數,使焊縫的熔深、強度和外觀達到好的狀態。對于厚度為 3 毫米的碳鋼管材,焊縫的抗拉強度可達 400 - 450 兆帕,焊縫表面光滑平整,無氣孔、裂紋等缺陷。氬弧焊系統則通過精確控制氬氣流量和電弧穩定性,有效防止焊縫金屬被氧化和氮化,保證焊縫的高質量。同時,焊管機生產過程的全自動化控制減少了人工因素對質量的影響江西船舶用管焊管機采購





