
���K���ģ����������(y��ng) �\�ŷ���(w��) �Ϻ����ܟ������Ƽ�����(y��ng)
�l(f��)؛���c���Ϻ������օ^(q��)
�l(f��)���r�g��2026-04-13

�l(f��)؛���c���Ϻ������օ^(q��)
�l(f��)���r�g��2026-04-13
������ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ�DZ��C�䷀(w��n)���\�е��P(gu��n)�I�h(hu��n)��(ji��)����횇�����ѭҎ(gu��)�����̲��������bǰ��z��������ߴ羫�ȡ�����❍���c�ӟ�Ԫ������ԣ��_�������塢�ᇊ�졢ģ��֮�gͬ�Ķȡ��ܷ���_�ˣ���ֹ���a(ch��n)�г��F(xi��n)©�z�����ϡ����b�^���к������üӟᾀ�c�Мؾ�������D�������ۻ�ߜؠC�������C�·�B�Ӱ�ȫ�ɿ����{(di��o)ԇ�r���÷ֶ������ط�ʽ���Ȍ�ϵ�y(t��ng)�ӟ������Ϲ�ˇ�ضȲ����ط�(w��n)�����_�J���^(q��)�ضȟoƯ�ơ��o���غ����M�е͉�ԇģ��ԇģ�^�����^�읲�ڠ�B(t��i)�������r���a(ch��n)Ʒ���^����(y��u)���ضȡ��������ٶȡ������ȅ���(sh��)��ֱ���_�����^�ó���Ч������֔?sh��)İ��b�c�{(di��o)ԇ�ɴ�����ͳ��ڹ��ϣ����L������ϵ�y(t��ng)ʹ�É��������������b��ݣ��S�o���Σ��m����Ҏ(gu��)ע��ģ�ߡ����K���ģ����������(y��ng)
�c���y(t��ng)��������ȣ�������ʡȥ������s�c�U��̎���h(hu��n)��(ji��)���������ڿs��20%һ40%������������������95%���ϣ������m�乤�����ϡ����w�����ϵȸ߳ɱ�ԭ�ϡ��ӟ������O(sh��)Ӌ������䉺���pʧ�����Ʊ��ڼ����L���̼������Ч�����p���N�����s�ۡ��۽Ӻ۵�ȱ�ݣ�������Ʒ�ߴ羫���c�����|(zh��)�����ǬF(xi��n)����Ч��(ji��)��ע�ܵĘ��似�g(sh��)������������܇�㲿�������Ѓ�(y��u)��***���m�䱣�U�ܡ��x���P����(n��i)��ȴ����ܼ����p��ƴ���c���ں��E���������w�����c���^�|(zh��)�С����ݔ�ͽ����iģ���cע�䉺�������Lģ�߉�����֧���Ԅӻ���ˮ�����I(y��)���M����܇�ИI(y��)�p�������߾��ȡ���Ч�ʵ����a(ch��n)�����Ϻ���������ʲô������������ƽ��Ӱ푮a(ch��n)Ʒһ����.
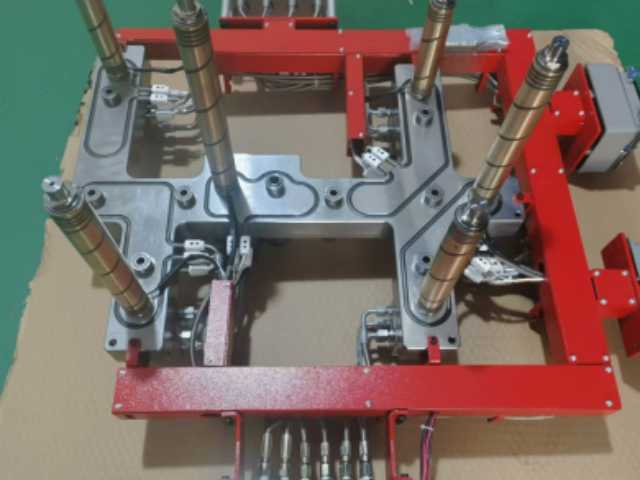
������������Y(ji��)��(g��u)�֞��_��ʽ�c��yʽ���_��ʽ�Y(ji��)��(g��u)���Ρ��ɱ��͡��S�o��ݣ��m��ͨ���ܼ��c�A(y��)�������Ŀ����yʽͨ�^�yᘙCе�P(gu��n)�]���ڣ��Ž^���z���ѣ����ں��E�����m�����������^���c���Ȳ��ϡ���yʽ֧�֕r����ƣ��Ƀ�(y��u)����ǻƽ���c��(f��)�s�Y(ji��)��(g��u)��䣬�M��**��ӡ���W(xu��)�����ć�������Ҫ���K�|(zh��)����������I(y��)�������K�ݡ���ɽ�����ݵȵأ��m�䲻ͬ���a(ch��n)�c���������Ϻ����ܟ������������H�ߌ�����һ�ң����㽭������߂��аl(f��)�����a(ch��n)���ۺ�ȫ朗l�������O(sh��)���Rȫ���ɶ��Ɵ�����ϵ�y(t��ng)���ؿ���ȣ�����(w��)푑�(y��ng)�죬�m���늡���ӡ���܇�������С���������ƻ����a(ch��n)��
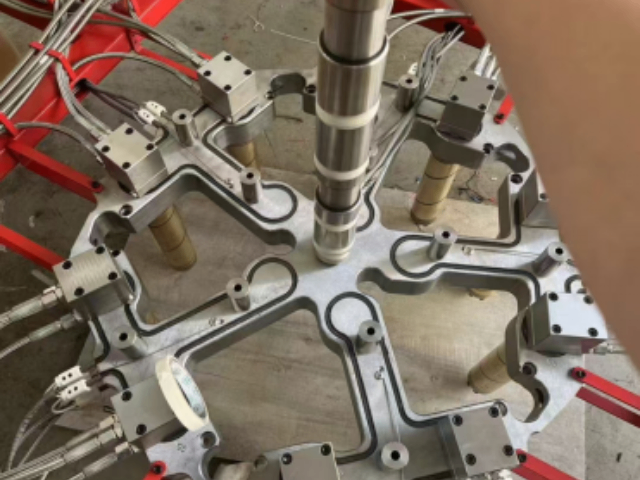
������ϵ�y(t��ng)�ǬF(xi��n)��ע�ܳ���ˇ����Ҫ�M�ɲ��֣���Ҫ�ɷ����塢�ᇊ�졢�ؿ��估�ӟ�����Ș�(g��u)�ɡ�ͨ�^���¼ӟ��c��ؿ��ƣ�ʹģ��������(n��i)���������wʼ�K�������ڠ�B(t��i)������ԭ�����̮a(ch��n)���U�ϣ���Դ�^�p���YԴ�p�ġ�ԓϵ�y(t��ng)�\�з�(w��n)�������������w����ݔ�͡�형������ǻ����Ч�������z��Ʒ�ij��;����c���^�|(zh��)�У��s�����a(ch��n)���ڣ�������w���a(ch��n)Ч�ʡ��������m���ԏ������m�䲻ͬ���|(zh��)������ԭ�ϣ�***������܇��������������������z�����I(y��)�㲿���ȶ����ИI(y��)���M�����ܡ�Ҏ(gu��)ģ�����z�a(ch��n)Ʒ�����a(ch��n)����������ע�����a(ch��n)ˮƽ���������a(ch��n)�ɱ��Č��ü��g(sh��)�������������ؿʴ_�ԣ��p����Ʒ׃�Σ�������Ʒ���^�c�ߴ羫�ȡ�

������ϵ�y(t��ng)�����_�x����Ҫ�C�Ͽ������ϲ������ԡ��a(ch��n)Ʒ�Y(ji��)��(g��u)����ǻ��(sh��)�������a(ch��n)�a(ch��n)��������Ҫ���c�ɱ��A(y��)��ȶ������ء�ᘌ��ߜع������ϣ���(y��ng)�x���ߜء����g����ĥ�ğ������M����ᘌ��Ӳ��w�������ϣ������c�����������ĥ�Ͻ���|(zh��)����ֹ�L�ڛ_ˢ���ĥ�p��ᘌ����������^������(y��u)���x����yʽ�����������C���ڹ❍�o�ۣ�ᘌ���ǻģ�ߣ���횲���ƽ��ʽ�����壬�_������ǻ�M�Ͼ���ᘌ����ڡ��L���̡���(f��)�s�Y(ji��)��(g��u)�a(ch��n)Ʒ���������ɽ�����䉺�����������ͳɹ��ʡ�С����ԇ�a(ch��n)���x�ý�(j��ng)�����_��ʽ�����������������a(ch��n)�t���]�߷�(w��n)���ԡ��L������**ϵ�y(t��ng)���������x���܉���^���Ȱl(f��)�]��������(y��u)�ݣ����������ò���(d��ng)��(d��o)�����a(ch��n)���ϡ��a(ch��n)Ʒ�����c�ɱ����M���������ؿؾ��ȿ��_��1�棬��(w��n)���ؿɜp���ܼ��s�ۡ��۽Ӻ۵�ȱ�ݡ����K��ן������{(di��o)ԇ
�Ϻ����ܟ������ؿ�푑�(y��ng)�죬���ؾ����m�����Qģ���a(ch��n)�����K���ģ����������(y��ng)
����ע���c��ע���Ǯ�(d��ng)ǰע�ܼ��g(sh��)����Ҫ�l(f��)չ��������ϵ�y(t��ng)��ԓ�I(l��ng)��߂䲻������ă�(y��u)�ݡ��ں�0.5mm���µij������cС���ܼ��������w�����ԡ�����ٶȡ���������Ҫ��O�ߣ����������ݔ�Ϳɽ������w�ȣ��p�����������������F(xi��n)ȱ�ϡ�������������ȱ�ݡ���yʽ�r����Ƽ��g(sh��)�Ɍ��F(xi��n)�����䣬��(y��u)�����w����·�������ͮa(ch��n)Ʒ��(n��i)��(y��ng)�����p���N��׃�Ρ��͟���������ֱ����С��0.3mm���܉�M��С�����ĝ���Ҫ���ҝ��ں��E�����o���̎������������ϸ�푑�(y��ng)ע�ܙC�c����ģ�ߣ��ɷ�(w��n)�����F(xi��n)�ͼ����������Ĵ��������a(ch��n)���ƄӾ���ע�ܼ��g(sh��)���С�������������ķ���l(f��)չ�����K���ģ����������(y��ng)
 �Ϻ��Мؾ������������� �gӭ��ԃ �Ϻ����ܟ������Ƽ�����(y��ng)
�Ϻ��Мؾ������������� �gӭ��ԃ �Ϻ����ܟ������Ƽ�����(y��ng)
���h
 ���K��ן������{(di��o)ԇ �\�Ş鱾 �Ϻ����ܟ������Ƽ�����(y��ng)
���K��ן������{(di��o)ԇ �\�Ş鱾 �Ϻ����ܟ������Ƽ�����(y��ng)
���h
 �㽭�w߅�������ļұ��� �\�Ş鱾 �Ϻ����ܟ������Ƽ�����(y��ng)
�㽭�w߅�������ļұ��� �\�Ş鱾 �Ϻ����ܟ������Ƽ�����(y��ng)
���h
 ����GF40%����������(y��ng) �\�ŷ���(w��) �Ϻ����ܟ������Ƽ�����(y��ng)
����GF40%����������(y��ng) �\�ŷ���(w��) �Ϻ����ܟ������Ƽ�����(y��ng)
���h
 �㽭�ߜ�?z��)��������?w��)�ᾀ �\�ŷ���(w��) �Ϻ����ܟ������Ƽ�����(y��ng)
�㽭�ߜ�?z��)��������?w��)�ᾀ �\�ŷ���(w��) �Ϻ����ܟ������Ƽ�����(y��ng)
���h