
鉆頭是鉆井設備的主要組成部分,其主要作用是破粹巖石、形成井眼!旋轉鉆頭是目前行業普遍使用的鉆頭,在機械的帶動下旋轉鉆頭會產生旋轉,從而帶動整個鉆頭產生向心運動,并通過侵削、研磨使巖石發生裂痕并破碎,起到向下鉆探的作用!鉆頭是主要的鉆井設備之一,根據工作環境、地域環境的不同,鉆頭的規格、形狀也應當有所不同,在進行石油鉆井工作時,應當以具體需要、具體設計方案為根據,合理地、科學地選擇鉆頭!在具體的鉆井工作中科學選擇鉆頭、合理確定鉆井液,從而提高石油鉆井的工作效率、工作質量,才能使石油鉆井更好地發揮自身的價值,為促進石油事業的發展作出一定的貢獻!階梯齒設計更鋒利,開孔效率提升 50%,省時省力降人工。椒江電錘鉆頭廠商有哪些
增大后角可減小后刀面與切削材料間的摩擦,減小已加工表面的擠壓變形!但如后角過大,則會降低刀刃強度和散熱能力!后角的大小直接影響鉆頭耐用度!在鉆孔過程中,鉆頭的主要磨損形式為機械擦傷和相變磨損!考慮機械擦傷磨損,當切削壽命一定時,后角越大,可用切削時間越長;考慮相變磨損,后角增大會使鉆頭散熱能力降低!鉆頭磨損后,隨著后刀面磨損帶的逐漸加寬,切削功率逐漸加大,摩擦產生的熱量會逐漸增加,使鉆頭溫度升高,當溫度升高到鉆頭相變溫度后,鉆頭將出現快速磨損!廣東三角鉆頭廠家有哪些導向翼片輔助定位,初始鉆進不跑偏,復雜工況也能穩輸出。

硬質合金鉆頭材料的主要成分是碳化鎢和鈷,占所有成分的99%,其他金屬占1%,所以稱為鎢鋼(碳化鎢)!鎢鋼是一種由至少一種金屬碳化物組成的燒結復合材料!碳化鎢、碳化鈷、碳化鈮、碳化鈦和碳化鉭是鎢鋼的常見成分!碳化物成分(或相)的晶粒尺寸通常在0.2-10微米之間,并且碳化物晶粒使用金屬粘合劑結合在一起!粘結劑金屬一般為鐵族金屬,常用鈷和鎳!因此,有鎢鈷合金、鎢鎳合金和鎢鈦鈷合金!鎢鋼鉆頭材料燒結成型是將粉末壓制成坯料,然后進入燒結爐加熱到一定溫度(燒結溫度),保持一定時間(保溫時間),然后冷卻它以獲得所需的性能!鎢鋼材質
鉆頭軸線要與砂輪面斜出60°的角度!這個角度就是鉆頭的鋒角,此時的角度不對,將直接影響鉆頭頂角的大小及主切削刃的形狀和橫刃斜角!這里是指鉆頭軸心線與砂輪表面之間的位置關系,取60°就行,這個角度一般比較能看得準!這里要注意鉆頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為了擺平刃口而忽略了擺好度角,或為了擺好角度而忽略了擺平刃口!由刃口往后磨后面!刃口接觸砂輪后,要從主切削刃往后面磨,也就是從鉆頭的刃口先開始接觸砂輪,而后沿著整個后刀面緩慢往下磨!鉆頭切入時可輕輕接觸砂輪,先進行較少量的刃磨,并注意觀察火花的均勻性,及時調整手上壓力大小,還要注意鉆頭的冷卻,不能讓其磨過火,造成刃口變色,而至刃口退火!發現刃口溫度高時,要及時將鉆頭冷卻!玄武巖等硬巖輕松切割,突破傳統切割瓶頸,高效降本。

鉆頭的刃口要上下擺動,鉆頭尾部不能起翹!這是一個標準的鉆頭磨削動作,主切削刃在砂輪上要上下擺動,也就是握鉆頭前部的手要均勻地將鉆頭在砂輪面上上下擺動!而握柄部的手卻不能擺動,還要防止后柄往上翹,即鉆頭的尾部不能高翹于砂輪水平中心線以上,否則會使刃口磨鈍,無法切削!這是很關鍵的一步,鉆頭磨得好與壞,與此有很大的關系!在磨得差不多時,要從刃口開始,往后角再輕輕蹭一下,讓刃后面更光潔一些!保證刃尖對軸線,兩邊對稱慢慢修!一邊刃口磨好后,再磨另一邊刃口,必須保證刃口在鉆頭軸線的中間,兩邊刃口要對稱!有經驗的師傅會對著亮光察看鉆尖的對稱性,慢慢進行修磨!鉆頭切削刃的后角一般為10°-14°,后角大了,切削刃太薄,鉆削時振動厲害,孔口呈三邊或五邊形,切屑呈針狀;后角小了,鉆削時軸向力很大,不易切入,切削力增加,溫升大,鉆頭發熱嚴重,甚至無法鉆削!后角角度磨的適合,鋒尖對中,兩刃對稱,鉆削時,鉆頭排屑輕快,無振動,孔徑也不會擴大!市政工程維修必備工具,混凝土瀝青路面取芯,快速高效不擾工。江蘇挖機鉆頭多少錢
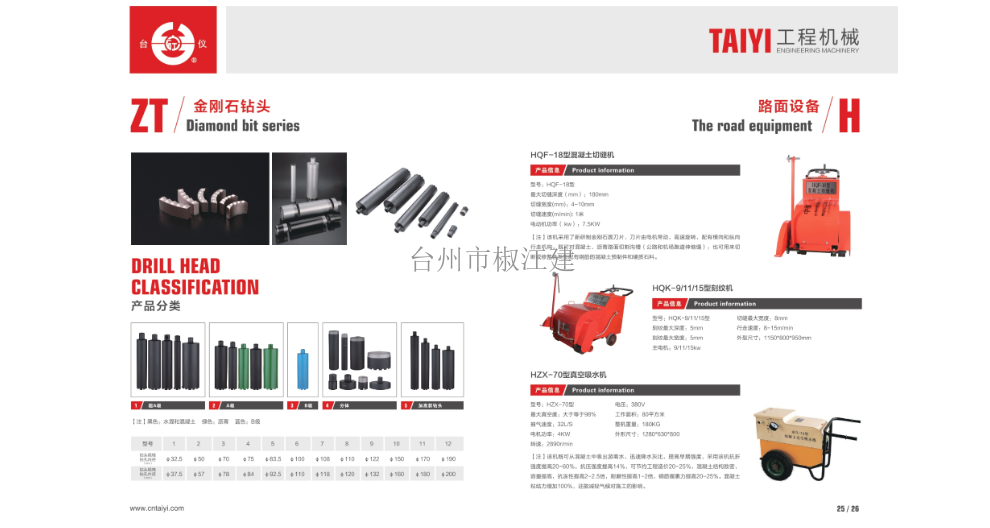
水鉆冷卻防塵雙保障,既護鉆頭又降污染,連續作業不燒刃。椒江電錘鉆頭廠商有哪些
木材加工:鉆頭通常用于加工木材材料,如板材、實木、人造板等!在木材加工中,鉆頭通常用于鉆孔、擴孔、倒角等操作!石材加工:鉆頭通常用于加工石材材料,如大理石、花崗巖、石膏等!在石材加工中,鉆頭通常用于鉆孔、擴孔、倒角等操作!陶瓷加工:鉆頭通常用于加工陶瓷材料,如瓷磚、陶器等!在陶瓷加工中,鉆頭通常用于鉆孔、擴孔、倒角等操作!其他材料加工:鉆頭還可以用于加工其他材料,如塑料、橡膠、紙張等!優勢鉆頭具有以下優勢:高效:鉆頭可以快速、準確地完成鉆孔、擴孔、鉸孔等操作,提高了加工效率!椒江電錘鉆頭廠商有哪些





