
熱流道的流道材料需具備高導熱性。
熱流道的使用有助于減少澆口痕跡。
熱流道的溫度波動應控制在合理范圍。
熱流道的結構設計需便于拆卸維護。
熱流道的加熱區域需均勻分布。
熱流道的使用需注意模具冷卻系統配合
熱流道的流道過渡應平滑無突變。
熱流道的溫度設定需結合材料特性
.熱流道的安裝需預留足夠的維護空間。
熱流道的加熱器需具備快速響應能力。
熱流道的流道尺寸需根據產品需求設計。
熱流道的使用可提升模具的利用率。
熱流道的溫度控制需避免局部過熱。
熱流道的流道設計需考慮熔體流動平衡。
熱流道的安裝需注意與模具的配合精度。
熱流道的維護需定期清理流道殘留。 熱流道安裝便捷,維護簡單,適配各類常規注塑模具。江蘇黑點熱流道加工
熱流道與冷流道選型**看產量、精度、材料與成本:大批量、高精度、高值材料選熱流道;小批量、低價材料、簡易件選冷流道。熱流道前期投入高,但長期回本快、綜合成本低,是規模化制造的推薦。透明件注塑**怕澆口痕跡、流紋、氣泡,針閥式熱流道機械切斷澆口,無拉絲無冷料頭,配合恒溫慢速填充,減少剪切與湍流,提升透光率與光學純度,***用于燈罩、鏡片、透明外殼等產品。 熱流道故障排查重點聚焦溫度異常、漏膠、澆口拉絲、填充不均等問題。溫度漂移多為感溫線偏移或加熱件損壞;漏膠源于密封不良或壓力過高;拉絲流涎可調整溫度與閥針時序;填充不均需優化流道平衡與工藝參數,快速定位根源才能高效解決。上海PBT熱流道生產熱流道持續控溫保膠料熔融,無流道廢料產生,大幅節約塑膠原料,減少材料損耗,降低生產材料成本。
熱流道與冷流道選型**看產量、精度、材料與成本:大批量、高精度、高值材料選熱流道;小批量、低價材料、簡易件選冷流道。熱流道前期投入高,但長期回本快、綜合成本低,是規模化制造的推薦。透明件注塑**怕澆口痕跡、流紋、氣泡,針閥式熱流道機械切斷澆口,無拉絲無冷料頭,配合恒溫慢速填充,減少剪切與湍流,提升透光率與光學純度,***用于燈罩、鏡片、透明外殼等產品。加玻纖塑料易磨損流道與噴嘴,熱流道采用耐磨合金與鏡面拋光流道,抵抗玻纖沖刷,延長使用壽命。精細控溫避免玻纖分布不均,保證制品強度與尺寸穩定,適合結構件與受力件生產。
精密塑膠制品、量產類塑膠件、薄壁大件制品都適合用熱流道。日常家電外殼、內部塑膠配件、數碼產品殼體及細小零部件,尺寸準確、外觀要求高,適配熱流道成型。汽車內飾件、儀表盤、塑膠構件、車燈配件等,量產穩定且品質要求高,選用熱流道更合適。薄壁塑膠容器、包裝配件、大型外殼類產品,用熱流道可減少變形、提升成型率。文具、兒童玩具、日用塑膠器皿、廚衛配件,量產需求大、損耗要求低,適配熱流道。多型腔模具生產的小件塑膠產品、高光澤無澆口制品、原料成本較高的制品,用熱流道能省廢料、提效率。對制品外觀、精度、量產效率有要求,且需減少原料浪費的各類塑膠產品,都適合使用熱流道系統。上海垚塑熱流道使用壽命長,性價比高,助力長期生產降本。

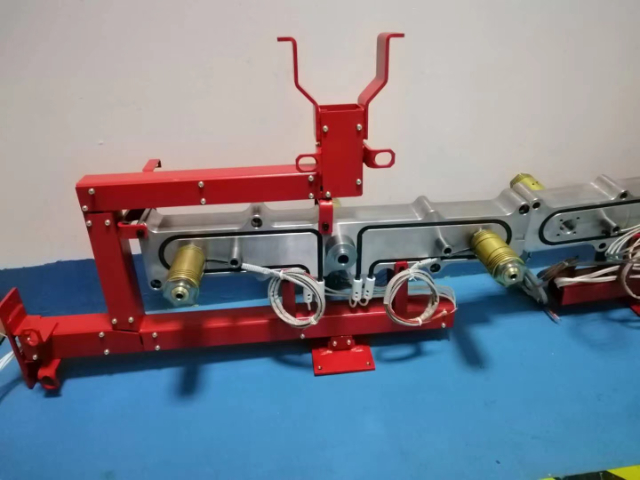
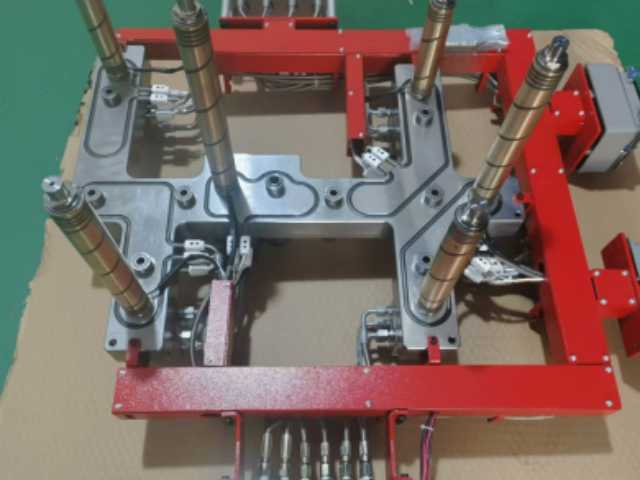
熱流道系統是現代注塑成型工藝的重要組成部分,主要由分流板、熱噴嘴、溫控箱及加熱配件等構成。通過細致加熱與恒溫控制,使模具流道內的塑料熔體始終保持熔融狀態,避免原料凝固產生廢料,從源頭減少資源損耗。該系統運行穩定,能讓塑料熔體均勻輸送、順暢填充型腔,有效提升塑膠制品的成型精度與外觀質感,縮短生產周期,提高整體生產效率。熱流道適用性強,可適配不同材質的塑料原料,***用于汽車配件、電子電器、日用塑膠、工業零部件等多個行業,滿足各類精密、規模化塑膠產品的生產需求,是提升注塑生產水平、降低生產成本的實用技術方案。分流板負責均勻分配熔體,平衡流道設計能保證多腔模具產品一致性更高。浙江汽車模熱流道售后
熱流道的流道尺寸需根據產品需求設計.江蘇黑點熱流道加工
熱流道節能效益突出,省去冷流道廢料破碎、烘干、回收環節,降低能耗與人工成本。恒溫輸送減少注塑機鎖模力與注射壓力,設備負荷降低,能耗同比下降15%一30%,符合綠色制造與雙碳目標,是注塑行業節能增效的重要技術路徑。熱流道與冷流道選型**看產量、精度、材料與成本:大批量、高精度、高值材料選熱流道;小批量、低價材料、簡易件選冷流道。熱流道前期投入高,但長期回本快、綜合成本低,是規模化制造的推薦。自動化生產趨勢下,熱流道與機械手、輸送帶無縫銜接,實現上料、注塑、頂出、檢測全流程無人化。無凝料設計省去取料與剪澆口工序,節拍更穩定,適合24小時連續量產,提升工廠智能化水平與綜合競爭力。江蘇黑點熱流道加工





