
以下是提高楔形鍵合劈刀加工表面質量的方法:精細工藝參數設定依據劈刀材料特性,精確調整加工工藝參數。如切削速度、進給量等,通過多次試驗找到合理組合,避免因參數不當造成表面粗糙或損傷。選用先進加工設備采用高精度磨床、車床等設備,其自身精度高、穩定性強,能有效減少加工振動與誤差,提升表面平整度與光潔度。例如超精密數控磨床,可實現更精細加工。優化加工工藝對于不同材料(陶瓷、硬質合金等)選擇適配工藝。像激光加工可實現精細切割與塑形,且熱影響區小;超精密磨削能使表面更光滑。做好后處理工序加工完成后,進行拋光、研磨等處理。拋光可消除細微劃痕,研磨能進一步細化表面,使劈刀更加光滑,滿足鍵合需求。嚴格質量管控建立完善檢測體系,利用光學顯微鏡等設備在各加工階段檢測表面質量。規范加工流程與操作標準,確保質量穩定、一致,及時發現并解決問題,保障加工出的劈刀表面質量達標。微泰引線鍵合劈刀,微泰引線鍵合工具,微泰楔形鍵合劈刀利用飛秒激光及各種精密加工機床可以滿足楔形鍵合劈刀的苛刻的精度要求,可加工多臺階、多弧度、多角度、多孔的楔形鍵合工具。精度可做到正負一微米,可以加工5微米的弧度及微孔,上海安宇泰環保科技有限公司金屬引線的材質是根據綜合考慮各種焊接參數(parameter),并組合成妥當的方法來決定的。上海超聲鍵合引線鍵合治具

楔形鍵合工具的加工具有一定難度,主要體現在以下幾個方面:精度要求高其尺寸精度需達到微米級別甚至更高。例如楔形頭部的角度、尺寸偏差必須極小,否則在鍵合過程中無法準確施加壓力、引導金屬絲與芯片電極及封裝基板焊盤形成良好接觸,影響鍵合質量,所以對加工設備的精密程度依賴大。材料加工特性多采用硬質合金等特殊材料,這類材料硬度高、韌性強,加工時切削力大,對刀具磨損快,加工工藝復雜。既要保證外形尺寸精細,又要維持材料內部微觀結構穩定,避免產生裂紋等缺陷影響工具性能。表面質量難控需具備光滑且平整的表面,以保證金屬絲能順暢通過并均勻受力。但在加工過程中,如研磨、拋光等工序要達到理想的表面粗糙度要求并不容易,稍有瑕疵就可能導致金屬絲在鍵合時出現卡頓、受力不均等情況,進而影響鍵合效果。微泰引線鍵合劈刀,微泰引線鍵合工具,微泰楔形鍵合劈刀利用飛秒激光高速螺旋鉆削技術、ELID(電解在線砂輪修正技術)及各種精密加工機床,可以滿足楔形鍵合劈刀的苛刻的精度要求,可加工多臺階、多弧度、多角度、多孔的楔形鍵合工具。精度可做到正負一微米,可以加工5微米的弧度及微孔,可以加工各種硬質材料。有問題請聯系,上海安宇泰環保科技有限公司上海楔形鍵合引線鍵合Wire Bonding Tool依照不同形狀的瓷嘴形狀,可將接合方式分為兩種,分別為楔型接合(wedge bonding)及球型接合(ball bonding)。
選擇適合的引線鍵合工具材料和加工方法,可從以下方面考慮:材料選擇鍵合需求:若側重高硬度與耐磨性,如頻繁鍵合操作場景,硬質合金(如碳化鎢硬質合金)是不錯選擇,能保證刃口長期穩定。對于有絕緣要求的,陶瓷材料(如氧化鋁陶瓷)可滿足,防止漏電。熱環境:若鍵合過程處于高溫環境,需選熱穩定性好的材料,像陶瓷材料能在高溫下不變形,確保性能穩定。加工方法選擇精度要求:當對刃口角度、尺寸等精度要求極高,達到微米級甚至更高時,精密磨削、離子束加工等方法合適。比如離子束加工可實現原子級精度,保障鍵合的準確性。表面質量:若要減少鍵合時的摩擦力,使引線切斷順暢等,可采用化學機械拋光、電火花加工等提升表面光潔度的方法。復雜形狀需求:若需制作特殊形狀工具以滿足不同鍵合需求,電火花加工能塑造復雜形狀,可按需選用。成本與效率綜合考慮材料成本、加工設備及工藝成本等。同時兼顧加工效率,確保既能滿足性能要求,又能在經濟和時間上可行。設備兼容性所選加工方法要與現有加工設備兼容,或在可承受成本范圍內更新設備,以順利實現加工過程。微泰利用飛秒激光高速螺旋鉆削技術、ELID及電火花設備、離子束設備,可以滿足楔形鍵合劈刀的苛刻的精度要求。
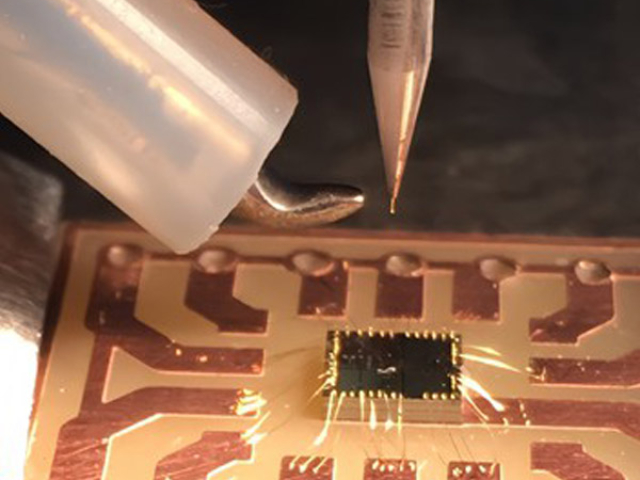
引線鍵合工藝具體步驟如下:準備工作選好合適的引線(如金線、銅線等)及芯片、基板等部件,保證表面清潔無損傷。準備適配的鍵合工具,如楔形或球形鍵合工具,檢查并清潔、校準。芯片定位將芯片精細放置在基板預定位置,利用定位設備控制相對位置精度,誤差要極小。鍵合操作形成初鍵合點:楔形鍵合:用楔形工具以特定壓力、角度等將引線一端壓在芯片焊盤,可借助超聲能量形成牢固結合。球形鍵合:先使引線端部成球形,再以一定壓力、溫度等與芯片焊盤結合。引線拉伸與傳輸:通過送線機構按要求拉伸、傳輸引線到基板相應位置,保持其狀態良好。形成第二鍵合點:用與初鍵合點類似方法,在基板焊盤形成牢固鍵合點,完成引線鍵合。質量檢測全部檢測鍵合后的產品,查看鍵合點外觀,測試電氣、機械性能,確保符合封裝標準。微泰引線鍵合劈刀,微泰引線鍵合工具,微泰楔形鍵合劈刀利用飛秒激光高速螺旋鉆削技術、ELID(電解在線砂輪修正技術)及電火花設備、離子束設備,可以滿足楔形鍵合劈刀的苛刻的精度要求,可加工多臺階、多弧度多角度、多孔的楔形鍵合工具。精度可做到正負一微米,可以加工5微米的弧度及微孔,可以加工各種硬質材料。有問題請聯系上海安宇泰環保科技有限公司楔型接合的高度通常較球型接合來得小,外觀如拋物線一樣,焊點寬度約為1.5倍的線徑。
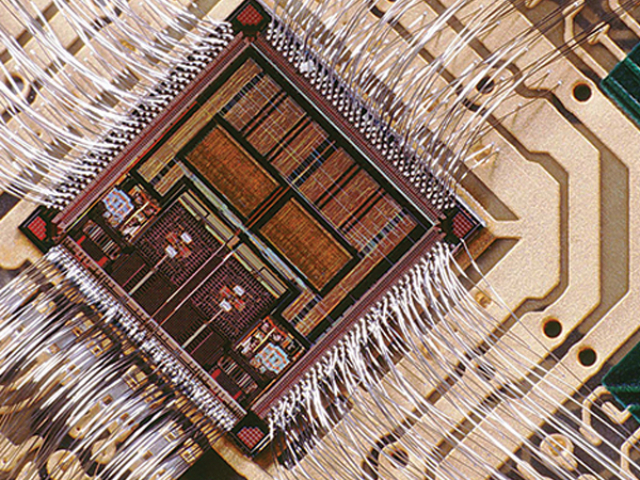
球形鍵合優缺點:優點-鍵合強度高:形成的球形鍵合點與焊盤接觸面積大,機械連接穩固,能承受外力、振動,保障產品長期穩定。-電氣性能優:接觸面積大使得電流通過電阻小,可降低信號傳輸損耗,適用于對導電性要求高的場景。-工藝適應性強:對芯片和基板表面平整度要求相對寬松,在多種工藝條件和封裝形式下能靈活應用。缺點-成本較高:需特殊工具如毛細管,且鍵合過程耗能多,設備和工藝成本相對偏高。-鍵合速度慢:步驟較復雜,要先形成球形端再鍵合,整體鍵合速度比楔形鍵合慢,影響大規模生產效率。楔形鍵合優缺點:優點-鍵合速度快:操作簡單直接,無需形成球形端等步驟,鍵合速度快,可提高大批量生產效率。-成本較低:工具簡單,耗能少,設備購置、運行及材料成本均相對較低,有成本優勢。缺點-鍵合強度弱:鍵合點為楔形,接觸面積小,機械連接強度相對弱,易在受力時松動、脫落。-對平整度要求高。-電氣性能稍差:接觸面積小致電阻大,在對電氣性能要求極高場景中不占優勢。微泰利用飛秒激光高速螺旋鉆削技術、ELID(電解在線砂輪修正技術)及電火花設備、離子束設備,可以滿足楔形鍵合劈刀的苛刻的精度要求。有問題請聯系上海安宇泰環保科技有限公司。引線劈刀是中國半導體行業中亟待突破的“卡脖子”領域之一,也是中國超精密制造的重大挑戰。上海超聲鍵合引線鍵合治具
引線鍵合中的鋁絲主要用于高溫封裝(如 Hermetic)或超聲波法等無法使用金絲的地方。上海超聲鍵合引線鍵合治具
在保證質量前提下降低引線鍵合工具成本,可這樣做:材料選優引線材料若能滿足基本要求,可選成本低的銅線替代高價金線。工具部件如劈刀等,在達質量指標下,用性價比高的普通合金鋼材質,替代高成本材料。設備管理依生產規模、精度需求選適配且性價比高的鍵合機,避免浪費。做好設備維護,延長使用壽命,減少折舊與維修成本。人工成本強化操作人員培訓,提升熟練度與效率,保證質量同時可減人力投入。依生產任務合理配置人員,也可靈活用工。供應商合作評估多供應商,選質量可靠、價格合理的長期合作,爭取優惠采購價等。適當批量采購獲折扣,降成本。持續改進優化引線鍵合工藝,改流程、參數,提質量效率,減少因質量問題的成本浪費。關注行業新發展,適時引進或研發更具性價比工具。微泰引線鍵合劈刀,微泰引線鍵合工具,微泰楔形鍵合劈刀利用飛秒激光高速螺旋鉆削技術、ELID(電解在線砂輪修正技術)及電火花設備、離子束設備,可以滿足楔形鍵合劈刀的苛刻的精度要求,可加工多臺階、多弧度、多角度、多孔的楔形鍵合工具。精度可做到正負一微米,可以加工5微米的弧度及微孔,可以加工各種硬質材料。有問題請聯系上海安宇泰環保科技有限公司。上海超聲鍵合引線鍵合治具





