靜安區本地鋁蜂窩芯批量定制
f.編寫鈑金加工說明書,寫明加工流程,公差要求、注意事項、加工要點等等。g.編寫鈑金加工下料表,字體要大。紋理方向順長度方向表示為“↑”;紋理方向順寬度方向表示“→”。h. 對需進行數控下料和數控開展開料的,要進行計算機編程,并存入U盤和其他技術資料一起交車間主任簽收。i.編寫鋁蜂窩板加工說明書,寫明加工流程,鋁蜂窩芯要求、膠粘材料要求和施工工藝、異型件模具圖、鋁蜂窩板施工工藝、如何后續加工等。j.提供輔件圖紙、安裝圖紙和安裝要求缺點是鋁蜂窩板的粘接層較脆,長期震動后鋁蜂窩板會發生分層。靜安區本地鋁蜂窩芯批量定制

鋁蜂窩復合板是一種以鋁蜂窩為芯層的新型建筑裝飾材料,主要應用于建筑墻面裝飾領域。其結構采用航空材料技術,由上下兩層鋁板通過膠黏劑與鋁蜂窩芯復合形成夾層,表面覆以3-5mm天然石材薄板,并通過**度玻璃纖維膜增強結構穩定性 [1-2]。該材料重量*為同厚度石材的1/5,標準板每平方米重16kg,具有輕量化、抗沖擊和耐酸凍循環特性。通過三明治結構設計,其隔聲隔熱性能優于30mm天然石材,且表面可適配多種石材處理工藝以減少色差與裂紋。產品標準規格為1200mm×2400mm×20mm,安裝時無需大型設備,適用于單元式幕墻及普通粘結固定 [2]。長寧區質量鋁蜂窩芯哪家好鋁表面可采用磷化處理或鉻化處理,使鋁表面形成一層緊密的化學轉化膜,經處理后的鋁粘接效果好。
三、蜂窩芯材的制造設備目前生產蜂窩芯材***使用膠接拉伸法,其工藝流程如圖4-80。涂芯條膠可用手工法或印膠式自動涂膠機和雙槽輥式蜂窩芯制造機。印膠式自動涂膠機的結構如圖4-105所示。工作原理是:玻璃市從放布簡l引出后,經過張緊輥2,到印膠輥3,在布的一面涂膠,蘭導向輥后到第二道涂膠輥,并在布的另一面涂膠,然后經過加熱器7,在水平導向輥6處與未涂膠玻璃布迭合,一起卷繞到收布卷筒8上,當收卷到要求數量時取下,經熱壓固化后,切成蜂窩條備用。
蜂窩鋁板產品均選用公司統一標準的預輥涂高等級鋁合金卷材,結合多種生產工藝精制而成。1、涂層技術(1)采用**的涂層烘烤技術,確保涂層的附著力以及色彩均勻性和飽和度。(2)可根據客戶要求提供需要的顏色,還可以提供各種特殊涂層。2、成型技術(1)通過系列模具逐步成型,充分釋放板材內部的應力。(2)保護面板表面的涂層不受損傷,更為耐用。整個生產流程保證板材加工尺寸的高精度。(3)連續的熱復合生產工藝高效快捷。3、蜂窩復合技術(1)源自現代航空的科技成果,重量更輕,但板材的強度更高。(2)利用高溫復合和面板熱壓技術,確保板材的整體性、強度和平整度。將角碼按標識線位焊接固定。
制造過程包含芯材成型、面層預處理、復合固結三大工序:1.芯材加工:鋁箔經波紋輥壓形成連續蜂窩網,通過縱向拉伸定型為正六邊形陣列結構2.表面處理:面層鋁板采用三涂兩烤工藝,在230℃高溫下完成氟碳涂層固化 [1]3.復合工藝:采用真空熱壓技術,在0.8-1.2MPa壓力下保持30分鐘完成粘結墻面安裝采用二次龍骨支撐體系,主要流程包含:1.基層龍骨按600×600mm網格焊接鋼結構框架2.蜂窩鋁板通過不銹鋼螺栓與龍骨角碼固定,接縫處預留8-10mm伸縮間隙3.密封處理采用硅酮耐候膠填縫,注膠深度不小于6mm吊頂系統安裝時需設置**吊掛件,單個吊點承載力不低于50kg [1]。保護面板表面的涂層不受損傷,更為耐用。整個生產流程保證板材加工尺寸的高精度。黃浦區國產鋁蜂窩芯生產廠家
將鋁蜂窩板板面保護膜折邊部分撕開,按90°轉角折邊處貼上美紋紙。靜安區本地鋁蜂窩芯批量定制
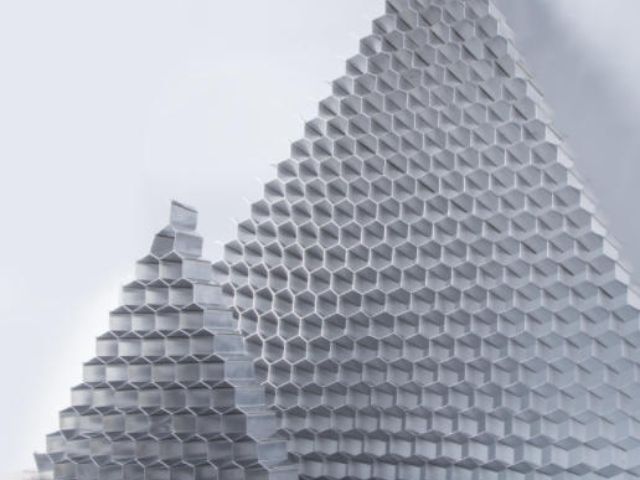
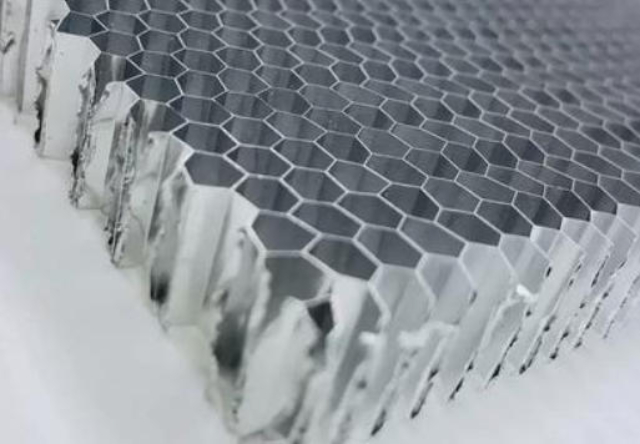
蜂窩芯材( honeycomb core) 一種低密度蜂窩狀材料,用作夾層結構的芯材。可以使用500多種不同的材料制造,主要的蜂窩芯材材料有鋁合金、用樹脂浸漬的玻璃纖維織物、芳族纖維紙、牛皮紙、石墨纖維和凱夫拉纖維等,樹脂含量約50%。蜂窩孔有多種不同形狀,如六邊形、矩形、增強形等。其性能取決于材料、孔格形狀和尺寸等,各向異性,正六邊形蜂窩芯材沿L方向的剪切強度約為W方向的兩倍。主要用作飛機雷達罩、天線罩、飛機地板、方向舵等。靜安區本地鋁蜂窩芯批量定制
上海思大泊新材料科技有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在上海市等地區的化工中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,思大泊供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 奉賢區常見鋁蜂窩芯生產廠家 2025-12-19
- 上海生態鋁蜂窩板推薦廠家 2025-12-19
- 楊浦區國產鋁蜂窩芯生產廠家 2025-12-19
- 嘉定區質量膠粘劑多少錢 2025-12-19
- 黃浦區無憂鋁蜂窩芯多少錢 2025-12-19
- 寶山區質量膠粘劑多少錢 2025-12-19
- 嘉定區生態鋁蜂窩芯廠家供應 2025-12-19
- 閔行區無憂膠粘劑批量定制 2025-12-19
- 虹口區本地鋁蜂窩板多少錢 2025-12-19
- 金山區生態膠粘劑多少錢 2025-12-19
- 食酸菌 2025-12-19
- 張家港瓷器包裝海綿定制 2025-12-19
- 內蒙古工業甲酸鉀哪家好 2025-12-19
- 山西膠粘劑環氧樹脂廠家比價 2025-12-19
- 寧波高真空結晶冷凝器推薦廠家 2025-12-19
- 2205不銹鋼萃取實驗塔定制廠家 2025-12-19
- 廣西復合材料中偶聯劑 2025-12-19
- 上海標準高溫修補料廠家價格 2025-12-19
- 新型色母計劃 2025-12-19
- 廣東有機硅膠價格 2025-12-19