杭州壓鑄模具ERP系統
配方管理模塊則與生產、訂單深度綁定:技術部上傳的模具配方(含原材料規格、工藝參數、加工工序)會生成編號,訂單關聯對應配方后,系統自動將配方參數下發至車間設備,工人無需手動錄入,確保每副模具的工藝統一性;若配方迭代升級,系統會記錄版本變更軌跡,生產時可追溯歷史配方,避免新舊版本混用。財務模塊更是實現 “數據自動歸集”:訂單金額、原材料采購成本、生產工時費用等數據,會從銷售、生產模塊自動同步至財務端,系統可一鍵生成應收賬款賬單、成本核算報表,無需財務人員逐筆錄入;同時,財務數據反向支撐業務決策,比如通過分析 “某類模具的利潤率”,幫助銷售部優化定價策略,通過 “原材料成本占比” 指導采購部控制成本。模具ERP可以幫助企業實現生產計劃、物料管理、生產控制、銷售管理、財務管理等多個方面的管理。杭州壓鑄模具ERP系統
系統支持成本動態監控與預警:當某環節成本接近或超出預算閾值時,會自動推送提醒,比如 “原材料 B 單價較基準價上漲 8%”,幫助企業及時與供應商協商議價,避免成本失控。此外,系統還能生成多維度成本分析報表,對比不同產品、不同批次的成本差異,為定價策略調整、生產流程優化提供數據支撐 —— 比如通過分析發現 “簡化產品 C 的某道工序可降低 12% 成本”,助力企業降本。從 “事后核算” 轉向 “事前預警、事中管控”,該系統讓成本管理從模糊化走向精細化,幫助企業提升成本把控能力與決策效率,切實筑牢管理優勢。浙江臺州正規的模具ERP供應商模具erp管理軟件可以為企業帶來哪些好處?
生產控制層面,針對模具工序 “多節點、強依賴” 特點(如設計需確認后才能進入加工,試模合格后才可組裝),軟件能拆解定制化生產流程:自動將訂單拆解為 “設計評審 — 原材料裁切 — 數控加工 — 熱處理 — 質檢 — 試模 — 組裝” 等行業專屬工序,每個工序可設置前置條件(如 “質檢不合格需返回加工環節”),避免流程混亂;同時支持綁定模具專屬設備(如大型 CNC 機床、火花機),當某臺設備占用時,系統自動調配備用設備或調整工序順序,保障生產連續性,契合模具廠 “單套模具多設備協同” 的生產模式。
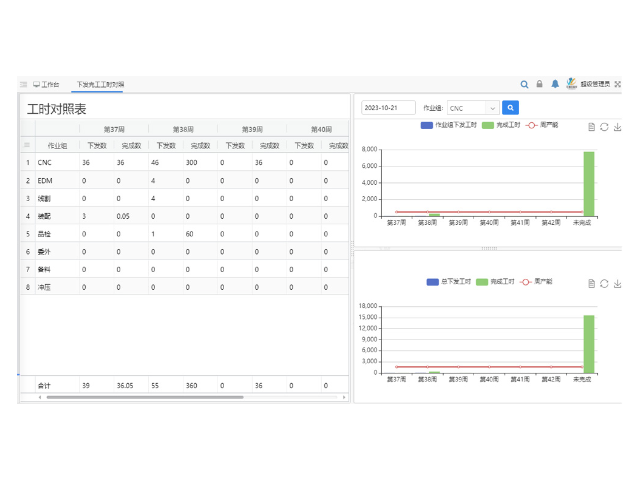
模具管理 APP 的設計充分考慮到報工的便捷性。以往傳統的報工方式,需要工人手動填寫紙質單據,再層層遞交審核,過程繁瑣且容易出錯。而有了這款 APP,工人只需在手機或平板上打開應用,點擊相應的模具項目,輸入生產數量、加工時長等關鍵信息,即可一鍵完成報工。APP 還設置了智能提醒和自動糾錯功能,避免工人遺漏必填項或輸入錯誤數據。例如,當工人忘記填寫加工時長時,APP 會彈出提示框;若輸入的生產數量為負數,APP 也會及時糾正。這種便捷的操作方式,縮短了報工時間,提高了數據的準確性,為企業生產管理提供了可靠的數據支持。生產成本核算計算軟件系統能夠自動關聯生產數據和財務數據,實現數據共享和協同。

模具 ERP 的庫存管理模塊通過精細化庫存管控機制,有效解決庫存積壓難題并提升周轉效率。該模塊實時同步原材料、在制品及成品的庫存數據,結合生產計劃與銷售訂單生成動態庫存看板,讓采購、生產、銷售部門實時掌握庫存狀態。系統內置智能算法,根據歷史領用數據、生產周期及訂單量預測物料需求,自動生成補貨建議,避免人工估算導致的過量采購,從源頭減少原材料積壓。同時,模塊設置多級庫存預警機制:當物料庫存低于安全閾值時,自動提醒采購部門補貨;對積壓超 3 個月的呆滯料(如閑置模具配件),系統標記并推送至相關部門,推動折價處理或二次利用,釋放倉儲空間與資金。通過與生產模塊聯動,在制品庫存能匹配生產進度,避免工序間物料堆積。此外,系統生成庫存周轉率分析報表,清晰呈現各類物料的周轉周期,幫助企業優化庫存結構 —— 對高頻使用的標準件保持合理庫存,對定制化配件采用 “按需采購” 模式。庫存數據與財務模塊實時對接,核算庫存成本,倒逼各部門減少無效庫存。通過上述機制,企業庫存資金占用率降低,庫存周轉率平均提升 30% 以上,實現庫存資源的高效流轉。模具ERP系統助力企業實現資源的優化配置,降低生產成本。浙江臺州靠譜的模具ERP安裝
模具ERP系統的主要優點。杭州壓鑄模具ERP系統
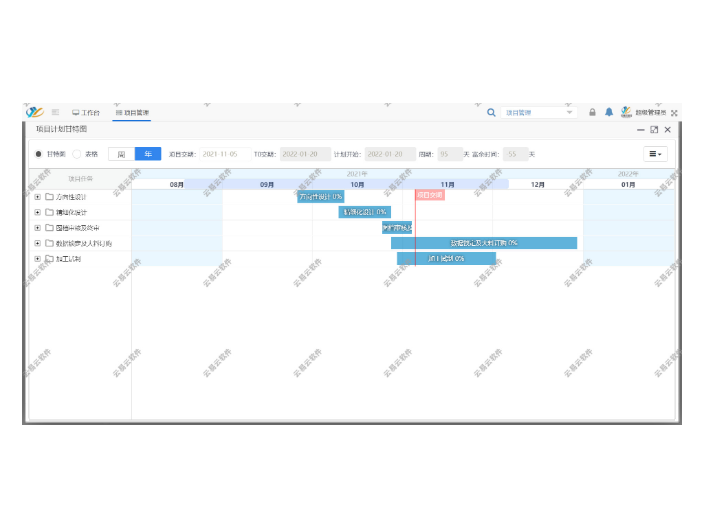
傳統制模過程中,進度管理常陷入 “信息斷層” 困境 —— 工人加工進度靠口頭匯報,管理者需頻繁往返車間確認,若某道工序(如模具拋光、孔位加工)延誤,難以及時發現,易導致整個制模周期拖期。而模具管理軟件通過實時數據采集與可視化呈現,徹底打破這一局限,讓制模進度全程可控。軟件支持制模全流程進度實時錄入:從設計圖紙確認、原材料裁切,到數控加工、質檢、組裝,每個工序的負責人完成操作后,可通過手機或電腦端即時更新進度狀態(如 “加工中”“待質檢”“已完成”),數據同步至系統后臺,無需人工匯總。管理者打開系統就能通過甘特圖、進度條直觀查看每副模具的當前環節、已耗時、剩余工序,比如清晰看到 “模具 D 處于‘熱處理’環節,比計劃滯后 2 小時”,定位進度卡點。杭州壓鑄模具ERP系統
- 制造業erp代碼 2025-12-21
- 杭州市五金行業erp生產管理系統 2025-12-21
- 廣東中山企業erp生產管理系統 2025-12-21
- 中山市工業制造erp 2025-12-21
- 溫州市企業erp生產管理系統 2025-12-21
- 蘇州模具廠erp模具管理 2025-12-21
- 東莞 工業制造erp定制價格 2025-12-20
- 蘇州市企業erp軟件系統 2025-12-20
- 杭州市五金行業erp系統下載 2025-12-20
- 佛山市erp軟件 2025-12-20
- 廣東企業廣告設計廠家報價 2025-12-21
- 制造業erp代碼 2025-12-21
- 黃浦區綜合網絡系統集成服務預算 2025-12-21
- 方便科研學術助手數據分析 2025-12-21
- 儀器測試金屬材料價格 2025-12-21
- 崇明區本地新媒體運營優勢 2025-12-21
- 會計財務軟件好用 2025-12-21
- 蘇州品牌數字內容制作服務供應 2025-12-21
- 上海常規PTI試驗粉塵 2025-12-21
- 海東品牌汽車銷售咨詢報價 2025-12-21