江蘇自動注塑模具價格合理
1946年,美國發明家詹姆斯沃森亨德利建造的***個注塑機,這使得更精確地控制注射速度和質量產生的物品。本機還使材料混合注射前,使彩色或再生塑料可被徹底混合注入原生物質。1951年美國研制出***臺螺桿式注射機,它沒有申請專利,這種裝置仍然持續在使用。在20世紀70年代,亨德利接著開發了較早氣體輔助注塑成型過程,并允許生產復雜的、中空的產品,迅速冷卻。這**提高了設計靈活性以及力量和終點制造的部件,同時減少生產時間、成本、重量和浪費。磨床加工:精修基準面,確保鑲件配合精度。江蘇自動注塑模具價格合理
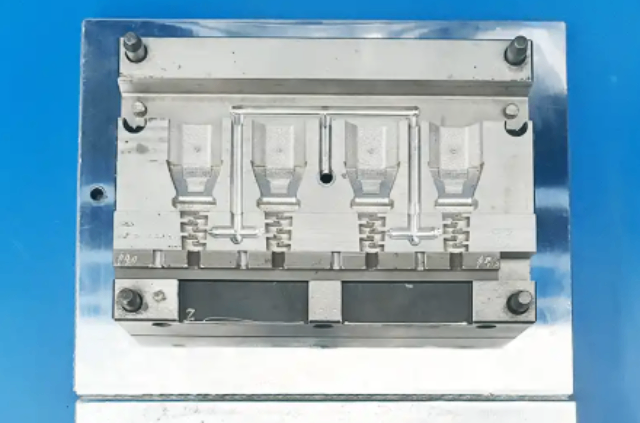
注塑模具是用于塑料注塑成型過程中的一種工具,它的主要功能是將熔融塑料注入模具腔體中,冷卻后形成所需的塑料制品。注塑模具的設計和制造是塑料加工行業中的關鍵環節,直接影響到產品的質量、生產效率和成本。注塑模具的主要組成部分模具基座:支撐整個模具結構,通常由鋼材制成。型腔和型芯:型腔是塑料制品的外形部分,型芯則用于形成內部結構。冷卻系統:通過冷卻水道來控制模具溫度,確保塑料在注入后能夠快速冷卻成型。排氣系統:在注塑過程中,模具內可能會產生氣體,排氣系統用于排出這些氣體,避免氣泡和缺陷。惠山區比較好的注塑模具廠家電話汽車工業:內飾件、儀表板、燈罩等。
據此對模具質量進行評估、打分,望不斷提高模具質量;確保模具能正常投入生產,并生產出合格質量的膠件,滿足產品設計的要求。一、模具材料1、模胚各板材所用鋼質不低于1050鋼。(相當于日本***鋼)2、 胚司、邊釘、回釘、中托司、中托邊所用材料表面硬度不低于HRC60。3、 啤ABS、HIPS料前模及前模鑲件,用超級P20鋼材(如718、M238等)。后模用一般P20鋼材(如MUP、M202等),后模鑲件用1050~1055鋼或材質更好的鋼材。4、啤PC、POM、PE等腐蝕性材料前后模及其鑲件均需用420鋼材(如S136、M300、M310等)。
1夾水紋A、夾水紋強度能通過功能安全測試。B、一般碰穿孔夾水紋長度不大于15mm,圓喇叭孔的夾水紋不大于5 mm。C、多水口融合處夾水紋長度不大于20 mm。D、手腕處夾水紋不在手腕的中間或受力位置。E、柱位對應的膠件外表面無夾水紋。F、表面火花紋的按鍵支架無有夾水紋。G、內部件夾水紋在強度允許位置不受限制。2縮水A、在膠件表面不明顯位置允許有輕微縮水(手感不到凹痕)。B、內部件在尺寸允許下可有輕微縮水。C、膠件的非外觀面不影響尺寸、強度下的縮水不受限制。材料利用率高:廢料較少,經濟性好。
影響熔體填充壓力的因素很多,概括起來有3類:⑴材料因素,如塑料的類型、粘度等;⑵結構性因素,如澆注系統的類型、數目和位置,模具的型腔形狀以及制品的厚度等;⑶成型的工藝要素。⒉注塑時間這里所說的注塑時間是指塑料熔體充滿型腔所需要的時間,不包括模具開、合等輔助時間。盡管注塑時間很短,對于成型周期的影響也很小,但是注塑時間的調整對于澆口、流道和型腔的壓力控制有著很大作用。合理的注塑時間有助于熔體理想填充,而且對于提高制品的表面質量以及減小尺寸公差有著非常重要的意義。包裝行業:塑料瓶蓋、食品容器等。江蘇自動注塑模具價格合理
熱流道模具:采用熱流道系統,可以減少塑料的浪費,提高成型效率。江蘇自動注塑模具價格合理
7水口殘余物A、膠件水口位置及殘余物在裝配時無干涉現象。B、水口位無膠屎花,無頂針位膠片潛入水。C、膠件裝配后的外觀面無水口痕跡。8蛇紋A、膠件裝配后的外觀面無蛇紋。B、內部件或裝配后的非外觀面在不能改善的情況下允許有蛇紋。9尖、薄膠件除琴鍵類等膠件允許有特別設計的尖、薄膠位外,其它膠件無尖、薄膠位。1、 表面高光。a、 高光表面要平整,有鏡面效果;b、 前模面的非外觀面及內部件允許表面有輕微的加工痕跡。c、高光表面不允許有劃痕、銹跡、斑點等缺陷。2、 表面飾紋(EDM或曬紋)。a、紋路符合設計要求,紋路要均勻且側面與表面一致。江蘇自動注塑模具價格合理
無錫珺偉精密模具有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在江蘇省等地區的機械及行業設備中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,珺偉供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 惠山區環保沖壓模具銷售方法 2026-06-10
- 梁溪區購買沖壓模具廠家現貨 2026-06-10
- 梁溪區銷售壓鑄模具報價 2026-06-10
- 無錫購買沖壓模具推薦廠家 2026-06-10
- 惠山區自動壓鑄模具生產廠家 2026-06-10
- 常州比較好的壓鑄模具廠家電話 2026-06-10
- 江陰比較好的注塑模具生產廠家 2026-06-10
- 梁溪區直銷壓鑄模具廠家電話 2026-06-10
- 濱湖區本地沖壓模具廠家供應 2026-06-09
- 江蘇供應沖壓模具價格合理 2026-06-09
- 吉林多參數水廠用水質儀商家 2026-06-10
- 鄧州特殊船用配套設備規格尺寸 2026-06-10
- 江蘇內置式變風量閥品牌 2026-06-10
- 上海新能源氣體冷卻機 2026-06-10
- 黃浦區附近曲奇餅干機現貨 2026-06-10
- 江蘇門窗鋁型材加工多少錢 2026-06-10
- 山東通用離心澆注 2026-06-10
- 富民整套掘進機零部件維保 2026-06-10
- 嘉興智能控制不銹鋼閘閥貨源充足 2026-06-10
- 江西電子廠用防靜電工作臺廠家直銷 2026-06-10