常州比較好的注塑模具按需定制
注塑模具是塑料工業的**工具,通過高溫高壓將熔融塑料注入精密設計的型腔,冷卻后獲得特定形狀的制品。其**特點、制造流程、材料選擇及應用領域如下:一、**特點精密復制能力公差可達±0.001mm(約頭發絲的1/50),確保產品尺寸高度一致。支持復雜結構成型,從0.1g的微型齒輪到2米長的汽車保險杠均可實現。高效生產能力普通模具壽命約30萬次,高精密模具可達千萬次,滿足大規模生產需求。支持多物料共注技術(如硬膠骨架+軟膠握柄一體成型),降低組裝成本40%。溫度適應性工作溫度范圍50℃~300℃,適配不同塑料材料的加工需求。模具基座:支撐整個模具結構,通常由鋼材制成。常州比較好的注塑模具按需定制
此外,增加塑化壓力常能使熔體的溫度均勻,色料的混合均勻和排出熔體中的氣體。一般操作中,塑化壓力的決定應在保證制品質量優良的前提下越低越好,其具體數值是隨所用的塑料的品種而異的,但通常很少超過20公斤/平方厘米。⒉注射壓力:在當前生產中,幾乎所有的注射機的注射壓力都是以柱塞或螺桿頂部對塑料所施的壓力(由油路壓力換算來的)為準的。注射壓力在注塑成型中所起的作用是,克服塑料從料筒流向型腔的流動阻力,給予熔料充模的速率以及對熔料進行壓實。注塑成型常州比較好的注塑模具按需定制汽車工業:內飾件、儀表板、燈罩等。
制造流程設計與分析階段需求確認:理解客戶對產品公差、材料屬性的精確要求。DFM報告:分析澆口位置、壁厚均勻性,提前規避潛在缺陷。模流分析:通過計算機仿真預判氣紋、縮水等缺陷,優化設計方案。模具設計:構建五大**系統(型腔型芯、澆注系統、頂出系統、冷卻系統、排氣系統)。加工階段CNC數控加工:去除鋼材余量,雕刻模具雛形。線切割與EDM加工:處理細微結構(如鑲件孔、頂***)及深槽窄縫。磨床加工:精修基準面,確保鑲件配合精度。
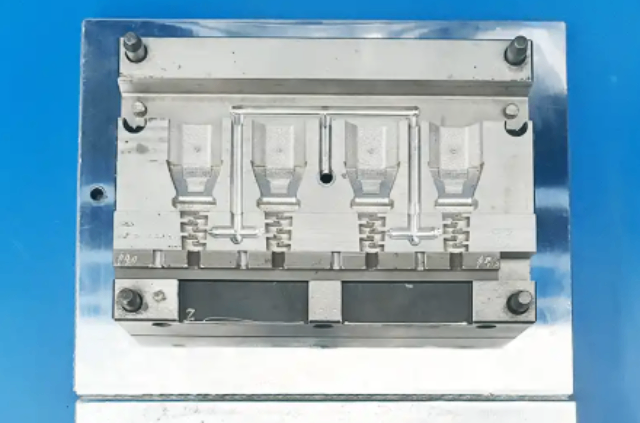
導向裝置:確保模具在閉合和開啟時能夠準確對齊,通常使用導柱和導套。鎖模機構:用于在注塑過程中保持模具閉合,防止塑料在注入時泄漏。注塑模具的類型單腔模具:每次只生產一個產品,適合小批量生產。多腔模具:可以同時生產多個相同的產品,提高生產效率,適合大批量生產。熱流道模具:采用熱流道系統,可以減少塑料的浪費,提高成型效率。冷流道模具:傳統的模具設計,塑料在流道中冷卻后被丟棄。注塑模具的設計考慮因素材料選擇:模具材料需具備良好的耐磨性和耐熱性,常用材料有鋼、鋁等。脫模:打開模具,將成品取出。
7水口殘余物A、膠件水口位置及殘余物在裝配時無干涉現象。B、水口位無膠屎花,無頂針位膠片潛入水。C、膠件裝配后的外觀面無水口痕跡。8蛇紋A、膠件裝配后的外觀面無蛇紋。B、內部件或裝配后的非外觀面在不能改善的情況下允許有蛇紋。9尖、薄膠件除琴鍵類等膠件允許有特別設計的尖、薄膠位外,其它膠件無尖、薄膠位。1、 表面高光。a、 高光表面要平整,有鏡面效果;b、 前模面的非外觀面及內部件允許表面有輕微的加工痕跡。c、高光表面不允許有劃痕、銹跡、斑點等缺陷。2、 表面飾紋(EDM或曬紋)。a、紋路符合設計要求,紋路要均勻且側面與表面一致。工作溫度范圍50℃~300℃,適配不同塑料材料的加工需求。濱湖區環保注塑模具按需定制
單腔模具:每次只生產一個產品,適合小批量生產。常州比較好的注塑模具按需定制
在澆口處熔料封凍之前,保壓時間的多少,對制品尺寸準確性有影響,若在以后,則無影響。保壓時間也有**惠值,已知它依賴于料溫,模溫以及主流道和澆口的大小。如果主流道和澆口的尺寸以及工藝條件都是正常的,通常即以得出制品收縮率波動范圍**小的壓力值為準。冷卻時間主要決定于制品的厚度,塑料的熱性能和結晶性能,以及模具溫等。冷卻時間的終點,應以保證制品脫模時不引起變動為原則,冷卻時間性一般約在30~120秒鐘之間,冷卻時間過長沒有必要,不僅降低生產效率,對復雜制件還將造成脫模困難,強行脫模時甚至會產生脫模應力。成型周期中的其它時間則與生產過程是否連續化和自動化以及連續化和自動化的程度等有關。常州比較好的注塑模具按需定制
無錫珺偉精密模具有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在江蘇省等地區的機械及行業設備中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同珺偉供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 惠山區環保沖壓模具銷售方法 2026-06-10
- 梁溪區購買沖壓模具廠家現貨 2026-06-10
- 無錫購買沖壓模具推薦廠家 2026-06-10
- 惠山區自動壓鑄模具生產廠家 2026-06-10
- 常州比較好的壓鑄模具廠家電話 2026-06-10
- 梁溪區直銷壓鑄模具廠家電話 2026-06-10
- 濱湖區本地沖壓模具廠家供應 2026-06-09
- 江蘇供應沖壓模具價格合理 2026-06-09
- 江蘇銷售壓鑄模具生產廠家 2026-06-09
- 南京本地沖壓模具按需定制 2026-06-09
- 江蘇內置式變風量閥品牌 2026-06-10
- 上海新能源氣體冷卻機 2026-06-10
- 黃浦區附近曲奇餅干機現貨 2026-06-10
- 江蘇門窗鋁型材加工多少錢 2026-06-10
- 山東通用離心澆注 2026-06-10
- 富民整套掘進機零部件維保 2026-06-10
- 嘉興智能控制不銹鋼閘閥貨源充足 2026-06-10
- 江西電子廠用防靜電工作臺廠家直銷 2026-06-10
- 深圳高精密靜壓主軸應用 2026-06-10
- 安徽建筑材料檢測哪家好 2026-06-10