惠山區比較好的注塑模具生產廠家
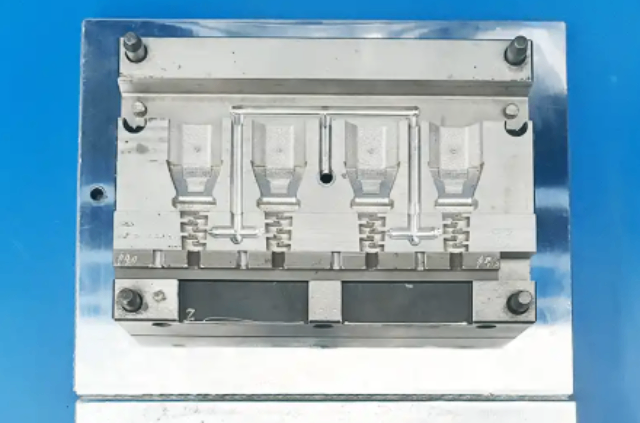
6、 所有勾針不允許出現不同向現象。7、膠件不允許有粘模現象。8、 模具不允許有頂出不平衡現象。9、 模具高度方向前、后模板不允許缺少拉令孔。10、 模具裝配不允許漏裝或裝錯零件。一、基本尺寸1、膠件的幾何形狀,尺寸大小精度應符合正式有效的開模圖紙(或3D文件)要求。2、通用結構尺寸標準。a、 膠件一般要求做到平均膠厚,非平均膠厚應符合圖紙要求。b、 螺柱根部直徑:M3螺絲為φ6.0+0.2mm,火山口直徑φ10.0mm;M2.6螺絲為φ5.0+0.2mm,火山口直徑φ9.0mm。模具基座:支撐整個模具結構,通常由鋼材制成。惠山區比較好的注塑模具生產廠家
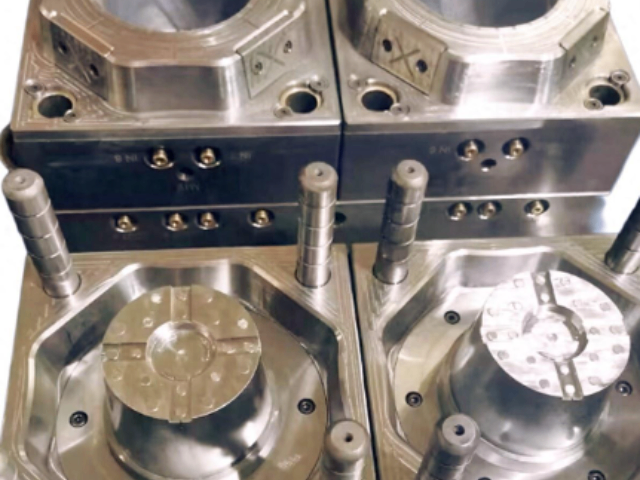
17 模具型腔應力中心應盡量與模具中心一致,其型腔中心**多不超過模具中心的25%。18 外形表面有會引起縮水之對應后模柱位應增設火山口。19 分模面為單向斜面及大型深型腔等模具,分模面應設可靠的自鎖裝置。三、模具不允許之結構1、模具不允許有尖鋼及有高度大于2mm,厚度少于1mm之薄鋼。2、 除BOSS柱外頂針不允許與前模接觸。3、模具開合不允許有異常響聲。4、型腔邊緣5mm范圍內不允許紅丹測試不到,并且分型面紅丹測試不允許低于80%。5、所有緊固螺絲不允許松動。梁溪區比較好的注塑模具價格合理支持復雜結構成型,從0.1g的微型齒輪到2米長的汽車保險杠均可實現。
注塑成型又稱注射模塑成型,它是一種注射兼模塑的成型方法。注塑成型方法的優點是生產速度快、效率高,操作可實現自動化,花色品種多,形狀可以由簡到繁,尺寸可以由大到小,而且制品尺寸精確,產品易更新換代,能成形狀復雜的制件,注塑成型適用于大量生產與形狀復雜產品等成型加工領域。 [1]在一定溫度下,通過螺桿攪拌完全熔融的塑料材料,用高壓射入模腔,經冷卻固化后,得到成型品的方法。該方法適用于形狀復雜部件的批量生產,是重要的加工方法之一。
2、填料填料又叫填充劑,它可以提高塑料的強度和耐熱性能,并降低成本。例如酚醛樹脂中加入木粉后可**降低成本,使酚醛塑料成為**廉價的塑料之一,同時還能顯著提高機械強度。填料可分為有機填料和無機填料兩類,前者如木粉、碎布、紙張和各種織物纖維等,后者如玻璃纖維、硅藻土、石棉、炭黑等。3、增塑劑增塑劑可增加塑料的可塑性和柔軟性,降低脆性,使塑料易于加工成型。增塑劑一般是能與樹脂混溶,無毒、無臭,對光、熱穩定的高沸點有機化合物,**常用的是鄰苯二甲酸酯類。例如生產聚氯乙烯塑料時,若加入較多的增塑劑便可得到軟質聚氯乙烯塑料,若不加或少加增塑劑(用量小于10%),則得硬質聚氯乙烯塑料。試模打樣:檢驗產品尺寸、外觀及脫模順暢性,不合格則修模直至達標。
汽車領域:用于制造汽車保險杠、儀表盤、車門內飾板、座椅等部件。電子領域:用于制造手機外殼、電腦鍵盤、鼠標、連接器等部件。家電領域:用于制造電視機外殼、洗衣機桶體、冰箱門封條等部件。醫療領域:用于制造一次性注射器、輸液器、手術器械等部件。包裝領域:用于制造塑料瓶、瓶蓋、包裝盒等部件。六、發展趨勢隨著科技的進步和市場需求的變化,注塑成型技術也在不斷發展創新。氣輔注塑:通過注入高壓惰性氣體形成中空結構,以消除縮痕、節省材料并提升產品性能。塑料顆粒的加熱:將塑料顆粒放入注塑機的料斗中,通過加熱器將其加熱至熔融狀態。惠山區環保注塑模具價格合理
注塑模具的設計和制造是塑料加工行業中的關鍵環節,直接影響到產品的質量、生產效率和成本。惠山區比較好的注塑模具生產廠家
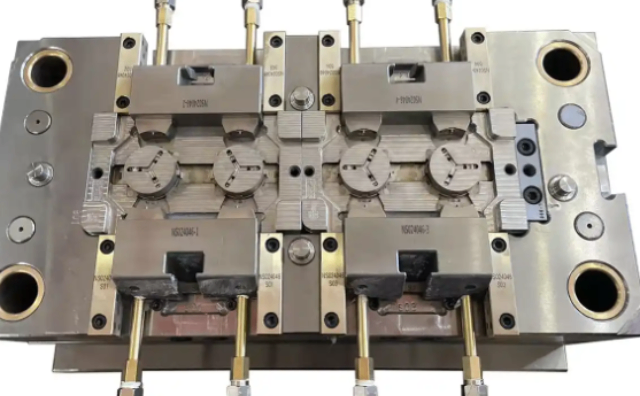
12 冷卻系統。a、運水流道分面應使模具表面各部分溫差在10℃之內。b、 運水流道出入孔位置不影響安裝,喉嘴大小為13mm。c、 在型腔表面的鑲件、行位等一般應通入運水,電池兜、手柄位、喇叭位等鑲件必須通入運水。d、模具運水流道應不漏水,并在流道出入口應標有“OUT”和“IN”字樣。若是多組運水流道還應加上組別號。13 電池兜等對前模產生較大包緊力部位應在對應之后模部位均勻增加勾針等。14 模具結構保證排氣順暢。15 柱位高度超過20mm應用司筒,超過25mm骨位應根據設計要求均勻增加走膠米仔。16 模具應根據強度要求均勻分布撐頭,以防模具變形。惠山區比較好的注塑模具生產廠家
無錫珺偉精密模具有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的機械及行業設備中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來珺偉供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 惠山區環保沖壓模具銷售方法 2026-06-10
- 梁溪區購買沖壓模具廠家現貨 2026-06-10
- 無錫購買沖壓模具推薦廠家 2026-06-10
- 惠山區自動壓鑄模具生產廠家 2026-06-10
- 常州比較好的壓鑄模具廠家電話 2026-06-10
- 梁溪區直銷壓鑄模具廠家電話 2026-06-10
- 濱湖區本地沖壓模具廠家供應 2026-06-09
- 江蘇供應沖壓模具價格合理 2026-06-09
- 江蘇銷售壓鑄模具生產廠家 2026-06-09
- 南京本地沖壓模具按需定制 2026-06-09
- 山東通用離心澆注 2026-06-10
- 嘉興智能控制不銹鋼閘閥貨源充足 2026-06-10
- 深圳高精密靜壓主軸應用 2026-06-10
- 安徽建筑材料檢測哪家好 2026-06-10
- 閔行區本地碳纖維醫療箱哪里有賣的 2026-06-10
- 山東立式攪拌罐非標定制 2026-06-10
- 靜安區直銷智能倉儲設備聯系方式 2026-06-10
- 國產GEN3測試系統行價 2026-06-10
- 河南省電熱風機排名 2026-06-10
- 南通好的拉力試驗機售價 2026-06-10