精密滾珠絲桿 臥式加工中心上門安裝服務(wù)
供應(yīng)鏈韌性提升:主要部件本地配套本地化供應(yīng)鏈體系增強(qiáng)臥式加工中心產(chǎn)業(yè)韌性,昆明園區(qū)實現(xiàn) 85% 部件本地供應(yīng)。園區(qū)內(nèi)合信源可提供精密導(dǎo)軌與絲杠,精機(jī)琥正配套主軸單元,形成 “床身鑄造 - 主要部件 - 整機(jī)裝配” 的本地閉環(huán)。這種供應(yīng)鏈布局使通用昆機(jī)臥式加工中心的交貨周期從 5 個月壓縮至 2.5 個月,主要部件采購成本降低 30%。在全球供應(yīng)鏈波動背景下,本地化配套使設(shè)備產(chǎn)能利用率保持在 90% 以上,較依賴進(jìn)口部件的企業(yè)高出 40 多個百分點(diǎn)。化銑需 22 道工序,鏡像銑一次裝夾即可完成。精密滾珠絲桿 臥式加工中心上門安裝服務(wù)
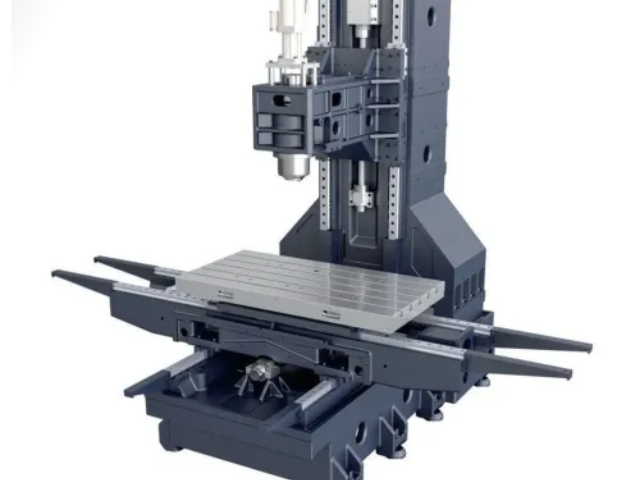
深腔加工突破:倒 T 式結(jié)構(gòu)的剛性結(jié)構(gòu)創(chuàng)新解決深腔零件加工難題,山東大漢 HMC800S 機(jī)型樹立行業(yè)榜樣。該設(shè)備采用 15.5 噸整體鑄造倒 T 式底座,相較傳統(tǒng)立柱結(jié)構(gòu)抗扭剛度提升 40%,振動抑制水平控制在 3μm 內(nèi),搭配 800×800mm 高承載工作臺,2 噸負(fù)載下定位精度穩(wěn)定在 0.008mm。主要突破在于 W 軸 500mm 伸縮主軸技術(shù),配合 Φ110mm 鏜桿實現(xiàn)深徑比 5:1 的加工需求,在火箭燃料閥體盲孔加工中,通過主軸伸縮完成臺階銑削,激光對刀儀補(bǔ)償精度達(dá) ±1μm,孔系位置度誤差控制在 0.01mm 內(nèi)。在新能源汽車一體化壓鑄模具加工中,1300mm X 軸行程覆蓋 1.8 米工件,高速進(jìn)給使單件加工周期壓縮至 20 小時,2025 年 2 月單月銷售額突破 1.07 億元。內(nèi)蒙古臥式加工中心直線導(dǎo)軌潤滑周期5 條鏡像銑生產(chǎn)線,保障 C919 六十架份產(chǎn)能需求。

多軸聯(lián)動精度:納米級定位的技術(shù)突破臥式加工中心多軸聯(lián)動精度邁入納米級時代,光柵尺閉環(huán)控制成關(guān)鍵支撐。沈陽機(jī)床某高級機(jī)型采用德國海德漢直線光柵尺與圓光柵,實現(xiàn) X/Y/Z 軸全閉環(huán)控制,定位精度達(dá) ±0.0005mm,重復(fù)定位精度 ±0.0002mm。B 軸擺頭與 C 軸轉(zhuǎn)臺通過雙讀數(shù)頭技術(shù)消除間隙誤差,在航空發(fā)動機(jī)葉片加工中,五軸聯(lián)動軌跡誤差小于 30 納米,表面輪廓度誤差控制在 0.001mm 內(nèi)。這種精度突破使國產(chǎn)設(shè)備成功替代進(jìn)口機(jī)型,在航天科工某工廠實現(xiàn) 100% 國產(chǎn)化替代。
中小企業(yè)定制:高性價比的入門方案面向中小企業(yè)需求,經(jīng)濟(jì)型臥式加工中心實現(xiàn)性能與成本的平衡。山東大漢推出的精簡版機(jī)型保留主要精度指標(biāo),采用模塊化設(shè)計降造成本,價格較高級機(jī)型降低 35%,同時保持 0.005mm 級加工精度。設(shè)備適配小型汽車零部件與通用機(jī)械加工,配備 16 刀位刀庫與 10000r/軸,在軸承套圈加工中,單件生產(chǎn)時間只需 2.8 分鐘,良品率達(dá) 99.2%。模塊化設(shè)計使交貨周期壓縮至 45 天,售后成本降低 60%,年均故障率<0.5 次,成為中小企業(yè)設(shè)備升級的推薦。無需額外工裝,快速響應(yīng)機(jī)型改進(jìn)需求。

熱管理技術(shù):精度穩(wěn)定的底層保障熱對稱設(shè)計與智能補(bǔ)償技術(shù)解決臥式加工中心精度漂移難題。主流高級機(jī)型采用主軸中心出水、滾珠絲杠內(nèi)冷與溫控?zé)峤粨Q系統(tǒng),構(gòu)建全維度熱管理體系。四川普什寧江研發(fā)的 800mm 精密機(jī)型,通過熱位移自動補(bǔ)償算法,實時修正環(huán)境溫度波動帶來的誤差,在連續(xù) 24 小時加工中,定位精度偏差控制在 ±0.003mm 內(nèi)。沈陽馬卡智工 SHARP125UT 機(jī)型采用對稱式機(jī)構(gòu)與熱源隔離設(shè)計,配合溫度傳感器實時監(jiān)測,將主軸溫升控制在 5℃以內(nèi),使設(shè)備 MTBF(平均故障間隔時間)突破 2000 小時,達(dá)到國際先進(jìn)水平。運(yùn) 20 蒙皮加工中,處理 12 米長、1 毫米厚極弱剛性件。內(nèi)蒙古臥式加工中心直線導(dǎo)軌潤滑周期
替代故障進(jìn)口設(shè)備,保障大飛機(jī)供應(yīng)鏈安全。精密滾珠絲桿 臥式加工中心上門安裝服務(wù)
切削液替代技術(shù):綠色加工的深度進(jìn)化環(huán)保技術(shù)升級推動臥式加工中心實現(xiàn) “無液加工”,低溫冷風(fēng)系統(tǒng)成新標(biāo)配。某企業(yè)推出的綠色臥式加工中心集成低溫冷風(fēng)發(fā)生裝置,通過 - 30℃冷風(fēng)直達(dá)切削區(qū),配合納米涂層刀具,在鋁合金零件加工中完全替代切削液,廢液排放量降為零。在汽車輪轂軸承加工中,該技術(shù)使表面粗糙度達(dá) Ra0.6μm,較傳統(tǒng)濕法加工提升 25%,同時減少 90% 的刀具磨損。搭配高效油霧收集系統(tǒng),車間空氣質(zhì)量優(yōu)于國家標(biāo)準(zhǔn),單臺設(shè)備年環(huán)保成本降低 8 萬元。精密滾珠絲桿 臥式加工中心上門安裝服務(wù)
- 無齒輪電主軸 臥式加工中心批量加工效率 2025-12-21
- 雙交換工作臺 臥式加工中心直線導(dǎo)軌潤滑周期 2025-12-21
- 廣東定梁動柱龍門加工中心高效 2025-12-21
- 內(nèi)蒙古智能化 龍門加工中心橋式 2025-12-21
- 河南動柱式結(jié)構(gòu) 臥式加工中心多軸聯(lián)動編程技巧 2025-12-21
- 內(nèi)蒙古U 軸鏜孔附件 臥式加工中心液壓卡盤壓力調(diào)節(jié) 2025-12-21
- 北京精密模具 龍門加工中心 2025-12-21
- 湖北精密模具 龍門加工中心高速高精 2025-12-21
- 河南多托盤系統(tǒng) 臥式加工中心直線導(dǎo)軌潤滑周期 2025-12-21
- 內(nèi)蒙古高速高精龍門加工中心重切削 2025-12-21
- 上海易觸無人售貨機(jī) 2025-12-21
- 鹽都區(qū)銷售通用機(jī)械生產(chǎn)廠家 2025-12-21
- BC低速電動機(jī)銷售 2025-12-21
- 耐用機(jī)器人工作站市場 2025-12-21
- 福建國產(chǎn)攪拌器定制 2025-12-21
- 河南攪拌器機(jī)械密封結(jié)構(gòu) 2025-12-21
- 湖南臥式磁力泵哪里買 2025-12-21
- 泉州光伏零部件加工廠家 2025-12-21
- 北京日本進(jìn)口清洗機(jī)價格 2025-12-21
- 湖北空調(diào)行業(yè)鉚接 2025-12-21