遼寧金屬切削機床制造標準
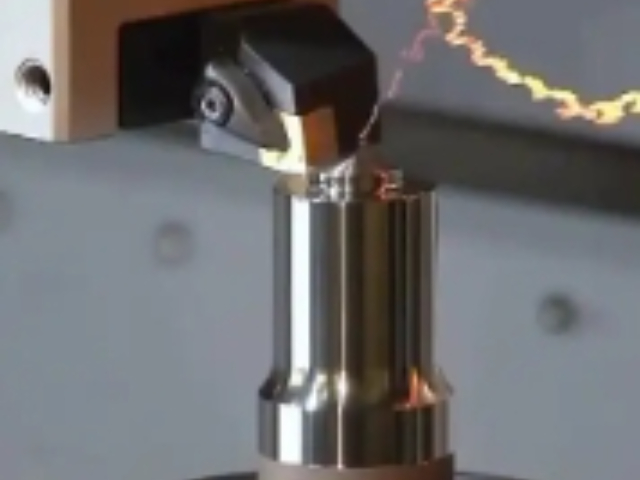
切削金屬時,由于切屑剪切變形所作的功和刀具前面、后面摩擦所作的功都轉變為熱,這種熱叫切削熱。使用切削液時,刀具、工件和切屑上的切削熱主要由切削液帶走;不用切削液時,切削熱主要由切屑、工件和刀具帶走或傳出,其中切屑帶走的熱量比較大,傳向刀具的熱量雖小,但前面和后面上的溫度卻影響著切削過程和刀具的磨損情況,所以了解切削溫度的變化規律是十分必要的。切削溫度切削過程中切削區各處的溫度是不同的,形成一個溫度場切屑和工件的溫度分布,這個溫度場影響切屑變形、積屑瘤的大小、加工表面質量、加工精度和刀具的磨損等,還影響切削速度的提高。一般說來,切削區的金屬經過剪切變形以后成為切屑,隨之又進一步與刀具前面發生劇烈摩擦,所以溫度場中溫度分布的比較高點不是在正壓力比較大的刃口處,而是在前面上距刃口一段距離的地方。切削區的溫度分布情況,須用人工熱電偶法或紅外測溫法等測出。用自然熱電偶法測出的溫度*是切削區的平均溫度。工業金屬切削機床制造市場,派恩斯如何應對市場波動?遼寧金屬切削機床制造標準

強迫振動是由機床內部或外部持續的交變干擾力(如不平衡的機床運動件、斷續切削等)所引起,它對切削產生的影響取決于干擾力的大小及其頻率。自激振動是由于刀具與工件之間受到突然干擾力(如切削中遇到硬點)而引起初始振動,使刀具前角、后角和切削速度等發生變化,以及產生振型耦合等,并從穩態作用的能源中獲得周期性作用的能源,促進并維持振動。通常,根據切削條件可能產生各種原生型自激振動,從而在加工表面上留下的振紋,又會產生更為常見的再生型自激振動。上述各種振動通常都會影響加刀表面質量,降低機床和刀具的壽命,降低生產率,并引起噪聲,極為有害,必須設法消除或減輕。遼寧金屬切削機床制造平臺工業金屬切削機床制造平臺,派恩斯能提供行業動態?
金屬切削原理的研究始于19世紀中葉。1851年,法國人M.科克基拉**早測量了鉆頭切削鑄鐵等材料時的扭矩,列出了切除單位體積材料所需功的表格1864年,法國人若塞耳首先研究了刀具幾何參數對切削力的影響1870年,俄國人..季梅首先解釋了切屑的形成過程,提出了金屬材料在刀具的前方不僅受擠壓而且受剪切的觀點。1896年,俄國人..布里克斯開始將塑性變形的概念引入金屬切削。至此,切屑形成才有了較完整的解釋。1904年,英國人J.F.尼科爾森制造了***臺三向測力儀,使切削力的研究水平跨前了一大步。1907年美國人F.W.泰勒研究了切削速度對刀具壽命的影響,發表了***的泰勒公式。
表面處理工藝增強零部件防護與美觀:表面處理工藝在派恩斯(無錫)智能裝備制造有限公司的金屬切削機床制造中也占據著重要地位。通過對零部件進行表面處理,不僅能夠提高零部件的防護性能,延長其使用壽命,還能提升機床的整體美觀度。公司常用的表面處理工藝包括電鍍、噴漆、發黑處理等。例如,對一些外露的零部件,如機床外殼、操作面板等進行噴漆處理,能夠形成一層致密的保護膜,有效防止零部件生銹和腐蝕,同時賦予機床美觀的外觀。對于一些需要提高耐磨性和耐腐蝕性的零部件,如絲杠、導軌等,采用電鍍硬鉻工藝,在零部件表面鍍上一層堅硬的鉻層,能夠顯著提高其表面硬度和耐磨性,延長零部件的使用壽命。此外,發黑處理則常用于一些對外觀要求不高,但需要提高防銹性能的零部件,通過在零部件表面形成一層黑色的氧化膜,達到防銹和裝飾的目的。工業金屬切削機床制造產業,派恩斯有啥數字化轉型成果?

工作中認真作到:1、 堅守崗位,精心操作,不做與工作無關的事。因事離開機床時要停車,關閉電源、氣源。2、 按工藝規定進行加工。不準任意加大進刀量、磨削量和切(磨)削速度。不準超規范、超負荷、超重量使用機床。不準精機粗用和大機小用。3、 刀具、工件應裝夾正確、緊固牢靠。裝卸時不得碰傷機床。找正刀具、工件不準重錘敲打。不準用加長搬手柄增加力矩的方法緊固刀具、 工件。4、 不準在機床主軸錐孔、尾座套筒錐孔及其他工具安裝孔內,安裝與其錐度或孔徑不符、表面有刻痕和不清潔的頂針、刀具、刀套等。5、 傳動及進給機構的機械變速、刀具與工件的裝夾、調正以及工件的工序間的人工測量等均應在切削、磨削終止,刀具、磨具退離工件后停車進行。6、 應保持刀具、磨具的鋒利,如變鈍或崩裂應及時磨鋒或更換。工業金屬切削機床制造市場,派恩斯有啥差異化優勢?天津重型金屬切削機床制造
工業金屬切削機床制造產業,派恩斯有啥基于增強現實的發展方向?遼寧金屬切削機床制造標準
金屬切削加工是用刀具從工件上切除多余材料,從而獲得形狀、尺寸精度及表面質量等合乎要求的零件的加工過程。實現這一切削過程必須具備三個條件:工件 與刀具之間要有相對運動,即切削運動;刀具材料必須具備一定的切削性能;刀具必須具有適當的幾何參數,即切削角度等。金屬的切削加工過程是通過機床或手持工具來進行切削加工的,其主要方法有車、銑、刨、磨、鉆、鏜、齒輪加工、劃線、鋸、銼、刮、研、鉸孔、攻螺紋、套螺紋等。其形式雖然多種多樣,但它們有很方面都有著共同的現象和規律,這些現象和規律是學習各種切削加工方法的共同基礎。遼寧金屬切削機床制造標準
派恩斯(無錫)智能裝備制造有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的機械及行業設備中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來派恩斯智能裝備制造供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 揚州環保金屬成形機床制造 2025-12-21
- 南京銷售數控機床制造 2025-12-21
- 重慶哪里有工業機器人制造 2025-12-21
- 黃浦區銷售數控機床制造 2025-12-21
- 四川工業機器人制造產業 2025-12-21
- 連云港工業機器人制造市場 2025-12-21
- 云南本地數控機床制造 2025-12-21
- 梁溪區自動化數控機床制造 2025-12-21
- 安徽工業機器人制造牌子 2025-12-21
- 河北金屬切削機床制造互惠互利 2025-12-21
- 泉州光伏零部件加工廠家 2025-12-21
- 廣州自主品牌掃碼槍價格 2025-12-21
- 工業園區附近電控設備按需定制 2025-12-21
- 湛江乳品調配罐生產廠家 2025-12-21
- 湖北自適應浮動角磨機生產 2025-12-21
- 瑞安電腦凹版印刷機哪家好 2025-12-21
- 國產大型數控車床大小 2025-12-21
- 茂名304儲罐報價 2025-12-21
- 成都別墅全屋設計價格多少 2025-12-21
- 湖南金屬QPQ工序 2025-12-21