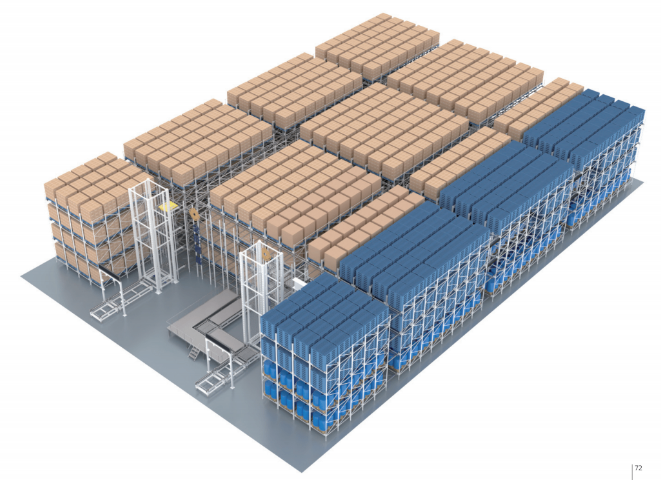
常州智能密集庫參數
成品罐是用于儲存生產完畢的成品物料,保障其質量穩定的儲存容器。在液體農藥生產中,成品罐像“質量守護者”,采用不銹鋼316L材質,內壁鏡面拋光Ra≤0.4μm,防止物料掛壁和污染,容積達50m3,可存儲20噸藥液。某工廠案例顯示,成品罐配備攪拌裝置和溫控系統,攪拌轉速20rpm,使藥液保持均勻,溫度控制在20±5℃,避免藥液因溫度波動變質;罐內設有液位計和質量流量計,可準確計量成品量,且成品罐與灌裝線聯動,按訂單需求定量輸出藥液,確保灌裝的藥液質量一致,出廠合格率達100%。與智能包裝互聯互通,整合包裝環節信息,按需調整策略,實現產品包裝高效適配。常州智能密集庫參數
分揀自動化是依靠系統和設備自動識別、分類貨物的高效分揀方式。在南通江山的農藥倉儲中心,分揀自動化系統由高速分揀機、視覺識別設備組成,可根據訂單信息自動分揀不同品種、規格的農藥產品。系統識別速度達10件/秒,分揀效率3000件/小時,準確率99.98%,遠超人工分揀的效率與精度。分揀機按配送區域設置分揀口,如將華東、華北、華南地區的訂單分別分揀至不同出口,便于后續物流配送。該系統使訂單處理時間從24小時縮短至4小時,分揀成本下降60%,有效提升了企業的物流響應能力。江蘇醫藥密集庫成品罐是用于儲存生產完畢的成品物料,保障其質量穩定的儲存容器。

緩沖罐是起到緩沖作用的罐體。在農藥灌裝生產線中,緩沖罐像“流量調節器”,存儲一定量的藥液,平衡前后工序的流量差異,容積設計為灌裝機每分鐘灌裝量的2倍。某生產線案例顯示,當理瓶機速度波動時,緩沖罐能維持灌裝機的穩定供液,避免因供液不足導致的停機,使生產線的整體效率提升25%;緩沖罐配備液位傳感器,當液位低于下限值時自動啟動前道工序補料,高于上限值時自動暫停,實現了“自動調節、穩定生產”,且緩沖罐的攪拌裝置使藥液保持均勻,避免沉淀,確保灌裝的藥液濃度一致。
物流無人化系統旨在實現物流作業的無人化操作。在農藥廠的物流環節中,無人叉車猶如“自動駕駛搬運工”,借助二維碼導航實現準確行駛,定位誤差控制在10毫米以內,其搬運效率較人工叉車提升3倍。某物流案例表明,無人化系統將原料入庫時間從8小時縮短至2小時,成品出庫時間從6小時縮短至1.5小時。此外,無人設備能夠24小時不間斷作業,能耗較人工叉車降低40%,同時有效避免了人工操作的安全隱患,成功打造了“零事故、高效率、低能耗”的物流作業新模式。金旺智能公司概況含金旺門廳、接待大廳、會客中心,專注農化制劑智能工廠服務 。

配料釜是用于物料配料的釜體。在固體水溶肥生產中,配料釜像“智能廚房”,通過稱重系統和PLC控制,準確計量多種原料,1000kg配料的計量誤差控制在±0.5kg,比人工配料準確20倍。某配方案例顯示,配料釜可同時計量尿素、磷酸二氫鉀、微量元素等8種原料,按配方比例依次投入,攪拌均勻后再排出,配料時間從傳統的1小時縮短至15分鐘;配料釜還配備除塵系統,配料時產生的粉塵被及時收集,車間粉塵濃度從30mg/m3降至1mg/m3以下,改善了工人作業環境,且配料精度的提升使水溶肥的養分含量更穩定,農戶使用效果更一致。負壓接料斗是利用負壓原理進行接料的斗狀裝置。安徽密集庫價格
授權中心是負責分配、管理和監控系統操作權限,保障信息安全的管控樞紐。常州智能密集庫參數
數字孿生是利用數字化技術創建的與物理實體實時映射、交互的虛擬模型。在金旺智能的智能工廠解決方案中,數字孿生技術被應用于模擬生產線的運行。通過采集設備傳感器的數據,在虛擬空間中構建生產線的實時鏡像,工程師可以在虛擬環境中測試工藝參數的調整、設備布局的優化等方案。某懸浮劑生產線的案例顯示,借助數字孿生的預演,提前發現并解決了6處潛在的設計缺陷,工藝調試時間縮短了40%,產能提升了25%。此外,虛擬調試有效減少了實際生產中的試錯成本,為企業節省了200余萬元的投資。常州智能密集庫參數
- 無錫袋裝線聯系方式 2026-06-10
- 耐用農化制劑智能工廠私人定做 2026-06-10
- 安徽瓶裝線性價比高 2026-06-10
- 濰坊什么瓶裝線 2026-06-10
- 青州附近袋裝線 2026-06-10
- 哪家有瓶裝線產品介紹 2026-06-10
- 便宜的AI語音瓶裝線推薦廠家 2026-06-09
- 性價比高袋裝線哪里有賣 2026-06-09
- 河南什么袋裝線 2026-06-09
- 好用的AI語音切換磁懸浮袋裝線哪家好 2026-06-09
- 江蘇內置式變風量閥品牌 2026-06-10
- 上海新能源氣體冷卻機 2026-06-10
- 黃浦區附近曲奇餅干機現貨 2026-06-10
- 江蘇門窗鋁型材加工多少錢 2026-06-10
- 山東通用離心澆注 2026-06-10
- 富民整套掘進機零部件維保 2026-06-10
- 嘉興智能控制不銹鋼閘閥貨源充足 2026-06-10
- 江西電子廠用防靜電工作臺廠家直銷 2026-06-10
- 深圳高精密靜壓主軸應用 2026-06-10
- 安徽建筑材料檢測哪家好 2026-06-10