金山區高質量203x10無縫管彎圓
標準號中文標題GB150-1998《鋼制壓力容器》JB/T4745-2002《鈦制焊接容器》JB/T4756-2004《鎳及鎳合金制壓力容器》GB150-1998《鋼制壓力容器》規格:50-10000升直徑:Φ500-Φ2600mmGB151-1999《管殼式換熱器》JB/T4745-2002《鈦制焊接容器》JB/T4756-2004《鎳及鎳合金制壓力容器》鈦在高溫下易于與空氣中的O、H、N等元素及包埋料中的Si、Al、Mg等元素發生反應,在鑄件表面形成表面污染層,使其優良的理化性能變差,硬度增加、塑性、彈性降低,脆性增加。鈦的密度小,故鈦液流動時慣性小,熔鈦流動性差致使鑄流率低。鑄造溫度與鑄型溫差(300℃)較大,冷卻快,鑄造在保護性氣氛中進行,鈦鑄件表面和內部難免有氣孔等缺點出現,對鑄件的質量影響很大。因此,鈦鑄件的表面處理與其它牙用合金相比顯得更為重要,由于鈦的獨特的理化性能,如導熱系數小、表面硬度、及彈性模量低,粘性大,電導率低、易氧化等,這對鈦的表面處理帶來了很大的難度,采用常規的表面處理方法很難達到理想的效果。必須采用特殊的加工方法和操作手段。鑄件的后期表面處理不僅是為了得到平滑光亮的表面,減少食物及菌斑等的積聚和粘附,維持患者的正常的口腔微生態的平衡,同時也增加了義齒的美感。擁有液壓拉彎機、液壓頂彎機、液壓彎管機、帶芯棒式數控彎管機。金山區高質量203x10無縫管彎圓

側推輥輪以50士5mm/min速度垂直于鋼管推出方向對鋼管成型進給。3.一種鋼管彎管熱彎成型設備,其特征是包括底座、側推輥輪、絲桿絲母、減速機組成,絲桿絲母安裝在底座上,在絲桿絲母上安裝一對側推輥輪,減速機連接絲桿絲母,側推輥輪上部安裝有輥輪。4.根據權利要求3所述的鋼管彎管熱彎成型設備,其特征是一對側推輥輪相對安裝在絲桿絲母上。全文摘要本發明鋼管彎管熱彎成型工藝及設備屬于鋼管制造和加工領域,先將需彎曲的鋼管吊放到工位上,再由推送裝置把鋼管推出,伸出至中頻感應加熱圈前,導向輥裝置的兩組導向輥夾緊鋼管,在垂直于鋼管推出方向安裝有水平彎管成型進給裝置,并將進給裝置上的側推輥輪調整好與管端外圓接觸,中頻感應加熱圈對鋼管加熱后,推送裝置再把鋼管向前推出,同時水平彎管成型進給裝置上的側推輥輪開始垂直于鋼管推出方向對鋼管成型進給,側推輥輪對鋼管熱彎成型的切入點到達預先計算好的成型后的坐標點之后,側推輥輪停止對鋼管的切入進給,獲得所需曲率的管件。本發明生產效率高,不受生產場地面積的局限,可以隨意生產不同曲率半徑的彎管。金山區高質量203x10無縫管彎圓專業批發 304不銹鋼管 國標管備有大量現貨.

現今,我國機床制造也已根本上成熟了,特別是在普通機床上。精確來講機床是先進制造技術的載體,機械產質量量、更新速度、應變才能、效率在相當水平上取決于機床。我國如今對機床的需求將是中檔數控機床、加工中心和專用機床為主。其他機床相對要少得多了。而我國的前列數控機床和自動化消費線的制造還不能與世界強手相比。傳統的二維式的彎管加工已無法滿足復雜的工業需求。三維數控彎管加工正是在這一背景下逐步開發成熟。可程序設計控制器(PLC)在彎管加工控制系統中的應用給復雜請求的彎管系統提供技術保證。到如今由于國內空調,汽車等行業的興起關于彎管加工的需求由量到質的轉變,所以同樣催生了彎管加工技術的飛躍,數控技術終于引入到了彎管加工行業,數控的介入是彎管行業的一次技術反動,不論從彎管速度、精度上都是具有相當的優勢。在工業經濟快速開展的上世紀90年代后以來,根底設備建立廠房、設備、交通設備需求急劇增加,各種金屬管的需求已遠遠不能滿足,許多金屬管的外形請求也不時復雜化,從而催生了彎管加工系統設計和開發。
比較好用X線探傷后,表面磨除暴露氣孔,用激光補焊。表面氣孔缺點可直接用激光局部焊接修補。三、研磨與拋光1.機械研磨:鈦的化學反應性高,導熱系數低,粘性大,機械研磨研削比低,且易于磨料磨具發生反應,普通磨料不宜用于鈦的研磨與拋光,比較好采用導熱性好的超硬磨料,如金剛石、立方氮化硼等,拋光線速度一般為900~1800m/min.為宜,否則,鈦表面易發生研削燒傷和微裂紋。2.超聲波研磨:通過超聲振動作用,使磨頭和被研磨面間的磨粒與被研磨面產生相對運動而達到研磨、拋光的目的。其優點在于常規旋轉工具研磨不到的溝、窩和狹窄部位變得容易了,但較大的鑄件研磨效果還不能令人滿意。3.電解機械復合研磨:采用導電磨具,在磨具與研磨面之間施加電解液和電壓,通過機械和電化學拋光的共同作用下,降低表面粗糙度提高表面光澤度。電解液為,電壓為5v,轉速為3000rpm/min.,此方法只能研磨平面,對復雜的義齒支架的研磨還處于研究階段。4.桶研磨:利用研磨桶的公轉與自轉所產生的離心力,使桶內的義齒與磨料相對摩擦運動而起到降低表面粗糙度的研磨目的。研磨自動化、效率高,但只能降低表面粗糙度而不能提高表面光澤度,研磨的精度較差。上海彎管加工,熱彎,上海熱彎廠,上海熱彎加工。
上海勇逸彎管有限公司 位于上海市奉賢區洪廟鎮洪蘭路376號,環境優越,交通便利。 上海勇逸彎管有限公司產主銷的固/汽/水管道設備零部件廣泛應用與(核電·火電·風電·水電·石油化工·船舶·食品醫 藥·造紙印刷·污水處理)等等; 經營產品有:彎管加工,拉彎加工,中頻大彎,高壓彎管,厚壁彎管,異型彎管,煨制彎管,合金彎管,90度彎管,推制彎管,碳鋼彎管,上海彎管加工我公司以精制質量的產品和良好的服務樹立企業形象,以合理的價格贏得市場,以科技為先導,傾盡全力開拓新產品,樹立精益求精、追求完美的企業精神。公司秉承“顧客至上,銳意進取”的經營理念,堅持“好品質”的原則為廣大客戶提供質量的服務。歡迎惠顧!
加工彎曲各種規格圓管、方管、扁管、橢圓管.銷售203x10無縫管彎圓五星服務
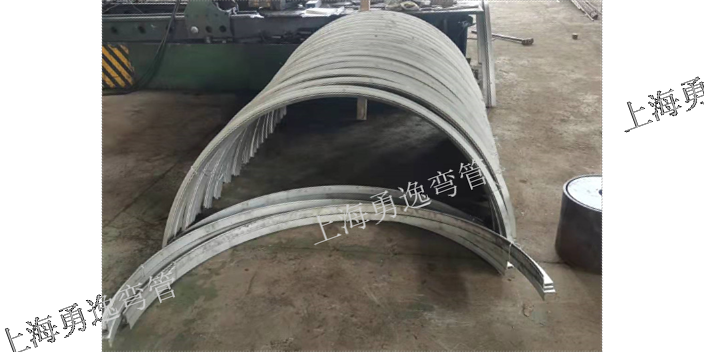
盤管是一種呈螺旋狀的管道系統。金山區高質量203x10無縫管彎圓
1、導電良好,耐酸鈦材料制造。與導電接觸部分用比較好的紫銅板做的掛鉤。2、能使電流自由地通過。不會因斷面太小,電陰太大,產生過熱而燒斷鈦掛具。3、鈦掛具與零件接觸面積小,但保證電流通過。接觸點不產生局部過熱,燒毀零件或掛具。4、厚度在、尺寸精度和光潔度較高的零件、硬質陽極氧化的零件、用通用掛具無法裝掛的零件,為了保證產品質量和提高生產效率,都要根據零件的外形和陽極氧化的部位設計和制造**掛具,以保證零件陽極氧化質量。氧化鈦掛具、鈦碟安裝使用時的注意事項:1、鈦掛具底部離槽底的距離為150~200mm2、工作沉入電件液的濃度為距離件液面約40~60mm3、鈦掛具與掛具面的距離為20~40mm4、掛具與槽壁要大于50mm5、手工操作能用的鈦掛具的裝載質量一般為1~3KG左右6、提桿位置應離于液面80mm以上應用承受整個掛具和工作重量的機械強度7、主桿、支桿都起承駝工作的重量和傳遞電流的作用應有足夠的機械強度和導電截積8、可根據客戶需要定做鈦掛具、鈦碟、鈦螺絲。金山區高質量203x10無縫管彎圓
- 上海浦東彎管廠承接戶外游樂設施彎管加工廠家哪家專業 2025-12-19
- 全新上海金山奉賢供鋁型材拉彎加工批發廠 2025-12-19
- 品質好吸塵器把手彎管生產工藝 2025-12-19
- 上海鋁制戶外健身器材 2025-12-19
- 鷹潭戶外健身運動器械加工生產供應 2025-12-19
- 普陀醫療配件不銹鋼彎管地址 2025-12-19
- 上海國標彎頭加工定制規格型號 2025-12-19
- 南京耐用性高金山鋼材市場高壓油管彎頭加工 2025-12-19
- 連云港紫銅管彎管藝術加工制作聯系人 2025-12-19
- 直銷金山鋼材市場高壓油管彎頭加工誠信為本 2025-12-19
- 濱湖區國產防靜電地板 2025-12-20
- 青海戶外廊架直銷 2025-12-20
- 美式復古推拉門批發商 2025-12-20
- 黃浦區標準園林綠化工程新報價 2025-12-20
- 東營氮氣工業管商家 2025-12-20
- 連云港折疊窗廠家 2025-12-20
- 山西新能源電氣安裝服務有哪些 2025-12-20
- 長寧區品牌景觀設計24小時服務 2025-12-20
- 南京電氣無塵潔凈實驗室車間裝修改造價格 2025-12-20
- TPO防水生產 2025-12-20