螺栓沒規定摩擦系數如何確定扭矩
來源:
發布時間:2026-05-30
在日常機械裝配中,很多常規螺栓圖紙并未標注摩擦系數,導致現場扭矩設定無據可依。扭矩把控不當,極易出現預緊力不足引發松動,或扭矩過大造成螺紋滑牙、螺栓斷裂等問題。在無明確摩擦系數的情況下,可依托通用力學公式、行業標準系數、螺栓強度等級及現場試擰校準,科學確定緊固扭矩,滿足絕大多數裝配工況需求。
一、依托通用扭矩公式核算基礎數值
行業通用緊固扭矩計算公式為T=K×F×d,是無摩擦系數工況下的主要核算依據。公式中T為緊固扭矩,K為扭矩系數,F為螺栓標準預緊力,d為螺栓公稱直徑。摩擦系數直接決定扭矩系數K的大小,無需精密檢測設備,只需根據螺栓表面狀態選取行業通用K值,即可快速算出標準扭矩,適配絕大多數常規裝配場景。
二、按表面狀態選取標準扭矩系數
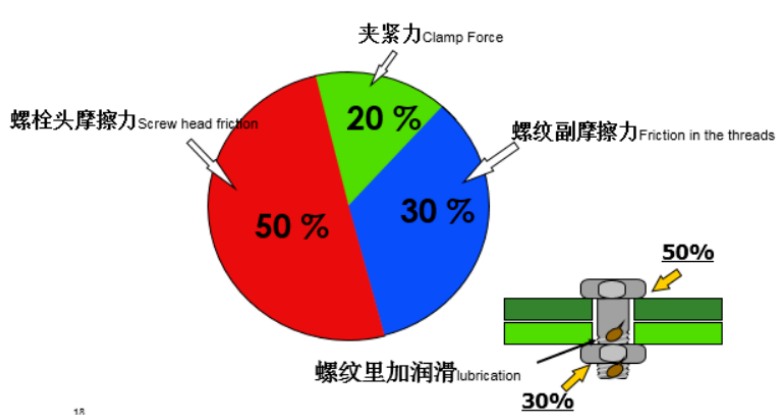
工程裝配有成熟固定的扭矩系數取值標準,可直接替代缺失的摩擦系數參數。干態無潤滑的鍍鋅、發黑普通螺栓,摩擦阻力大,扭矩系數K取值0.18至0.21;經過機油、黃油常規潤滑的螺栓,摩擦阻力降低,K取值0.13至0.15;高強度精加工螺栓搭配御用潤滑脂,K可取0.12至0.14。通用裝配可采用0.16中間值,兼顧安全性與實用性。
三、依據螺栓強度匹配合理預緊力
預緊力是扭矩計算的主要參數,無設計要求時按螺栓強度等級規范取值。普通4.8級低碳鋼螺栓,預緊力控制在屈服強度的50%至60%;8.8級、10.9級高強度螺栓,適配震動重載工況,預緊力可取屈服強度的70%至80%;12.9級超高強度螺栓,為防止過載損壞,預緊力不得超過屈服強度的75%,杜絕過度緊固。
四、現場試擰校準修正誤差
理論計算數值存在環境誤差,批量裝配前需現場校準。選取3至5顆同批次、同規格螺栓分級試擰,以螺紋咬合順暢、接觸面緊密貼合、無卡頓異響為合格。同時采用分次緊固方式,分2至3次均勻擰緊,避不要錢次用力過猛導致受力不均,進一步提升扭矩精度。
五、總結
總而言之,無規定摩擦系數時無需盲目試擰。可通過標準扭矩公式,結合螺栓干濕、潤滑狀態選取適配扭矩系數,依據強度等級匹配合理預緊力,末了通過現場試擰校準修正數值。這套標準化方法操作簡單、精度可靠,能有效規避螺栓松動、滑牙、斷裂等故障,保障設備連接穩定可靠。
錦瑞公司成立于1997年,工廠位于江蘇省南通市海安高新區,占地3萬多平方米,投資超1億元,年產量2萬余噸,業務覆蓋全球60多個國家和地區。公司以"開拓創新,追求優異"為理念,引進國際先進生產及檢測設備,設立獨自研發中心,專業生產符合GB、DIN、ASTM、ISO、JIS等多國標準的精良緊固件以及多種非標定制件,產品廣泛應用于汽車、機械制造、石油、化工、風力發電、醫療等領域。公司先后通過ISO9001質量管理體系認證、IATF16949汽車行業認證,產品由中國人民財產保險股份有限公司承保全球責任險。我們堅持"質量為本、科技興企、用戶至上"的服務宗旨,致力于成為客戶信賴的長期合作伙伴。
聯系人:王經理
聯系電話:15900845109
上一篇
為什么細長螺栓更耐疲勞_上海錦瑞
下一篇
裝配過程中滑牙如何解決
