浙江單工位縮管機選擇
縮管機普遍應用于汽車、船舶、建筑、能源等多個領域,其工藝適配性體現在對不同行業需求的快速響應上。在汽車行業,縮管機用于加工制動管、燃油管等關鍵部件,需滿足高精度、強度高及耐腐蝕的要求;船舶行業則更注重管件的耐壓性和密封性,縮管機需通過多級壓縮和內高壓成型技術,確保管件在深海高壓環境下的穩定性。建筑領域中,縮管機加工的鋼結構管件需具備良好的焊接性和抗震性,模具設計需考慮管材的變形余量,以避免焊接后產生殘余應力。能源行業(如石油、天然氣)對管件的耐高溫、耐高壓性能要求極高,縮管機需采用特殊材質模具和低溫壓縮工藝,防止管材在加工過程中發生相變或脆化。通過不斷優化工藝參數和模具設計,縮管機能夠滿足各行業對管件性能的多樣化需求,成為現代工業不可或缺的加工設備。縮管機可加工鋼管、銅管、鋁管、尼龍管等多種管材類型。浙江單工位縮管機選擇

確保縮管機縮徑質量是工業生產中的重要環節,需要采用科學合理的檢測方法對縮徑后的管材進行質量檢測。常用的檢測方法包括外觀檢測、尺寸檢測和性能檢測等。外觀檢測主要是通過目視觀察管材的表面質量,檢查管材表面是否有裂紋、褶皺、劃痕、氧化皮等缺陷。對于一些對表面質量要求較高的管材,還可以使用放大鏡或顯微鏡進行更細致的觀察。尺寸檢測是確保管材縮徑尺寸符合要求的關鍵環節,常用的檢測工具有卡尺、千分尺、內徑量表等。通過這些工具可以準確測量管材的外徑、內徑、壁厚等尺寸參數,并與預設的尺寸要求進行對比,判斷管材的尺寸精度是否合格。性能檢測則是對管材的力學性能進行檢測,如拉伸強度、屈服強度、硬度等。通過性能檢測可以了解管材在縮徑后的力學性能變化情況,確保管材能夠滿足實際使用的要求。浙江單工位縮管機選擇縮管機配備安全防護裝置,防止操作過程中的意外傷害。
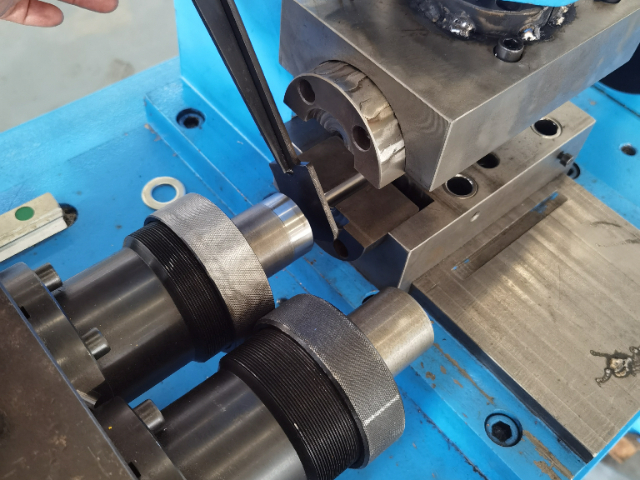
縮管機的操作流程涵蓋管材裝夾、模具選擇、參數設定、縮徑加工與成品檢測五個關鍵環節。管材裝夾需確保軸線與模具中心線重合,否則會導致縮徑后管材彎曲或壁厚不均。模具的選擇需根據管材材質、外徑與目標尺寸綜合確定,例如縮徑比超過30%時,需采用多段縮徑工藝,分步減小管徑以避免材料開裂。參數設定包括壓力、速度與保壓時間,其中壓力直接影響縮徑量,速度決定加工效率,保壓時間則確保材料充分形變。實際操作中,操作人員需通過試樣加工驗證參數合理性,再批量生產。質量控制環節依賴千分尺、圓度儀等檢測工具,對縮徑后的管材進行外徑、圓度與壁厚均勻性檢測,確保產品符合工藝標準。此外,縮管機的模具磨損監測也至關重要,定期更換磨損模具是維持加工精度的關鍵。
縮管機不只是工業生產的工具,更承載著技術創新與工匠精神的文化價值。其發展歷程體現了人類對材料塑性變形規律的深入探索,從早期手工敲擊縮徑到現代液壓自動化加工,每一次技術突破都凝聚著工程師的智慧與汗水。在社會層面,縮管機普遍應用于汽車、航空、建筑等領域,為現代工業體系提供關鍵零部件加工支持,是推動社會經濟發展的重要力量。同時,設備制造與使用過程中培養的大量技術工人,通過實踐積累形成獨特的工藝知識體系,成為工業文化傳承的重要載體。未來,隨著智能化、綠色化技術的融入,縮管機將繼續書寫工業文明的新篇章,為人類創造更美好的生活。縮管機在消費電子液冷散熱管連接部位加工中要求高。
標準化與規范化建設是提升縮管機行業整體水平的關鍵。需制定涵蓋設計、制造、檢測、使用全流程的標準體系:設計標準方面,明確設備結構尺寸、材料選用、精度等級等關鍵參數,確保不同廠家生產的設備具有互換性;制造標準方面,規定加工工藝、裝配流程、檢驗方法等,例如要求模具熱處理后硬度均勻性≤2HRC,液壓系統清潔度需達到NAS1638標準7級;檢測標準方面,制定加工質量檢測項目與合格判定準則,如管材縮徑后圓度誤差≤0.1mm,壁厚偏差≤±0.05mm;使用標準方面,規范設備操作、維護、保養流程,例如要求每日加工前檢查液壓油位,每500小時更換液壓油濾芯等。通過標準化建設,推動行業技術進步,提升產品質量穩定性。縮管機在紡織機械氣動管路接頭制造中應用廣。不銹鋼縮管機生產廠家
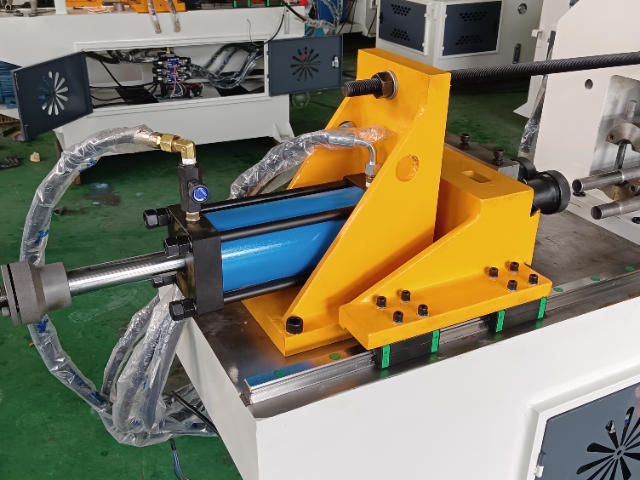
縮管機支持定長縮管與定位控制,確保加工精度。浙江單工位縮管機選擇
縮管機的操作需要操作人員具備一定的專業技能和知識。操作人員應熟悉縮管機的結構、工作原理和操作流程,能夠正確地進行設備的啟動、運行和停止操作。同時,操作人員要掌握管材縮徑的相關工藝知識,了解不同材質、規格的管材在縮徑過程中的特點和要求,能夠根據實際情況合理設置縮徑參數。此外,操作人員還應具備一定的設備維護和故障排除能力,能夠定期對設備進行保養和維護,及時發現并解決設備運行過程中出現的問題。為了提高操作人員的技能水平,企業應定期組織操作人員進行培訓和考核,不斷更新他們的知識和技能,確保操作人員能夠熟練掌握縮管機的操作技術和維護方法,為企業的高效生產提供保障。浙江單工位縮管機選擇
- 成都薄壁管切管機品牌有哪些 2025-12-17
- 山東數控切鋁機訂購 2025-12-17
- 重慶兩軸全自動彎管機生產商 2025-12-17
- 成都PVC切鋁機在線詢價 2025-12-17
- 重慶不銹鋼切管機選擇 2025-12-17
- 杭州液壓彎管機訂購 2025-12-17
- 河北上下料彎管機公司 2025-12-17
- 張家港圓鋸切鋁機性價比高 2025-12-16
- 山東橫推切管機持久耐用 2025-12-16
- 北京半自動切鋁機排行榜 2025-12-16
- 廣東201不銹鋼沖壓板 2025-12-17
- 惠州電池殼螺母植入機定制 2025-12-17
- 建鄴區會議管理系統是什么 2025-12-17
- 成都UL認證防火防盜保險箱排名 2025-12-17
- 崇明區廚房設備維修 2025-12-17
- 工業園區一體化自動化組裝設備設備廠家 2025-12-17
- 河南工業安防設施建設 2025-12-17
- 浙江試驗智能設備生產廠家 2025-12-17
- 濱湖區全自動軸類量大從優 2025-12-17
- 海南雙箱自動液壓打包機品牌排行 2025-12-17