江蘇附近人造板工廠直銷
人造板制造工藝的演變,無疑受到這一認識的影響:刨花板、纖維板板坯層次由單層改變為3層及多層結構;板坯中刨花及纖維的排列也由隨機型趨向于定向型;而膠合板的相鄰層纖維方向互相垂直排列則改善了木材在自然生長條件下形成的各向異性缺點,提高了尺寸穩定性。加壓分預壓及熱壓。使用無墊板系統時必需使板坯經過預壓。它使板坯在推進熱壓機時不致損壞。熱壓工序是決定企業生產能力和產量的關鍵工序,人造板工業中常用的熱壓設備主要是多層熱壓機,此外,單層大幅面熱壓機和連續熱壓機也逐漸被采用。此后旋切機不斷改進,促進了膠合板工業的發展, 19世紀中葉,德國首先建立了膠合板廠。江蘇附近人造板工廠直銷

板式家具板式家具是以人造板為主要基材,是板件為基本結構的拆裝組合式家具,全部經表面裝飾的人造板材加五金件連接而成的家具。板式家具具有可拆卸,造型富于變化,外觀時尚,不易變形,質量穩定,價格實惠等基本特征。板式家具常見的結合通常采用各種金屬五金件連接,裝配和拆卸都十分方便,加工精度高的家具可以多次拆卸安裝,方便運輸,因為基材打破了木材原有的物理結構,所以在溫、濕度變化較大的時候,人造板的形變要比實木多得多,質量要比實木家具的質量穩定。新吳區附近人造板維修價格4、范圍較寬的厚度級及密度級適用性強;
干燥包括單板干燥、刨花干燥、干法纖維板工藝中的纖維干燥,及濕法纖維板的熱處理。干燥的工藝和過程控制與成材干燥有所不同。成材干燥的過程控制是以干燥介質的相對濕度為準,必須注意防止干燥應力的產生;而人造板所用片狀、粒狀材料的干燥則是在相對高溫、高速和連續化條件下進行的,加熱階段終了立即轉入減速干燥階段。單板及刨花等材料薄,表面積大,干燥應力的影響甚小或者不存在。加之在切削過程中木材組織發生不同程度的松弛,水分擴散阻力小,木材內部水分擴散規律對單板、刨花等就失去意義。
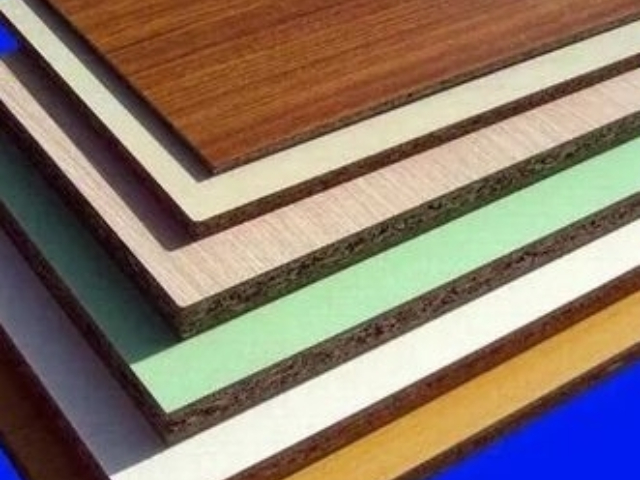
細木工板是指在膠合板生產基礎上,以木板條拼接或空心板作芯板,兩面覆蓋兩層或多層膠合板,經膠壓制成的一種特殊膠合板。細木工板的特點主要由芯板結構決定。被廣泛應用于家具制造、縫紉機臺板、車廂、船舶等的生產和建筑業等。1)按板芯結構分實心細木工板:以實體板芯制成的細木工板。空心細木工板:以方格板芯制成的細木工板。2)按板芯接拼狀況分膠拼板芯細木工板:用膠粘劑將芯條膠粘組合成板芯制成的細木工板。不膠拼板芯細木工板:不用膠粘劑將芯條組合成板芯制成的細木工板。木片經纖維分離后用于纖維板制造。

1943年美國研究干法和半干法制造工藝獲得成功,50年代初,在美國、聯邦德國、捷克斯洛伐克和奧地利分別建廠,用上述兩法生產硬質纖維板。40年代末,隨著英國和德國分別研究出刨花板連續生產的巴德列夫法和奧卡爾法,并制成相應的成套連續式生產設備,刨花板生產遂進入工業體系。纖維板60年代初,以干法生產工藝為基礎制成中密度纖維板,1966年美國建成***個中密度纖維板廠。人造板的新品種日益增多,其分類方法也隨之不斷變化。常用的分類方法有下述幾種:公元前1世紀初,羅馬人已熟知單板制造技術與膠合板制造原理。江蘇附近人造板工廠直銷
2、膨脹收縮率低,尺寸穩定,材質較鋸材均勻,不易變形開裂;江蘇附近人造板工廠直銷
(7)在購買后,裝車時要注意檢查裝車的細木工板是否與銷售時所看到的樣品一致,防止不法商家“偷梁換柱”。(8)要防止個別商家為了銷售偽劣產品有意混淆E1級和E2級的界限。細木工板根據其有害物質限量分為E 1級和E2級兩類,其有害物質主要是甲醛。家庭裝飾裝修只能使用E1級的細木工板,E2級的細木工板即使是合格產品,其甲醛含量也可能要超過E1級大芯板三倍多。(9)向商家索取細木工板檢測報告和質量檢驗合格證等文件。細木工板的甲醛含量應不大于1.想·5mg/L,才可直接用于室內,而甲醛含量不大于5mg/L的細木工板必須經過飾面處理后才允許用于室內。所以,購買時一定要問清楚是不是符合國家室內裝飾材料標準,并且在發票上注明。 [3]江蘇附近人造板工廠直銷
無錫愷屹塬建筑材料有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在江蘇省等地區的建筑、建材中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力, 愷屹塬供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 徐州怎樣人造板廠家現貨 2025-12-21
- 徐州常見建筑裝飾材料廠家直銷 2025-12-21
- 濱湖區質量建筑防水卷廠家供應 2025-12-21
- 徐州質量建筑防水卷維修價格 2025-12-21
- 無錫本地建筑防水卷廠家現貨 2025-12-21
- 南通挑選建筑防水卷廠家直銷 2025-12-21
- 錫山區常見人造板銷售廠家 2025-12-21
- 新吳區品牌建筑裝飾材料貨源充足 2025-12-21
- 無錫怎樣建筑裝飾材料銷售廠家 2025-12-21
- 江陰附近建筑防水卷廠家供應 2025-12-21
- 海曙區住宅屋頂防水工程 2025-12-21
- 河南建筑裝修裝飾工程維修電話 2025-12-21
- 淄博別墅電梯價格 2025-12-21
- 山東智能家用電梯安裝 2025-12-21
- 金華天然氣探測器現貨 2025-12-21
- 南通特色幕墻工程平臺 2025-12-21
- 江蘇品牌不銹鋼板性能 2025-12-21
- 常州什么是塑料焊條供應 2025-12-21
- 江陰市政公用工程產品介紹 2025-12-21
- 惠州新中式室內裝修工期安排建議 2025-12-21