南京本地人造板貨源充足
細木工板的工藝要求很高,不僅需要足夠的場地讓木材有充足的時間進行適應性自然干燥,而且還要通過干燥窯進行嚴格的干燥工藝控制。尤其是國家強制實行裝飾裝修有害物質限量達標之后,用于大芯板的膠粘劑必須進行改進,*此一項成本就增加不少,而且原材料價格還在不斷提升。因此,由于成本的限制,市場上售價低于八十元的細木工板一定不要購買。盲目追求便宜,會給人體的健康帶來危害。不少商家為了謀取利潤,以各種手法蒙騙消費者,因此在選購時,應注意以下幾點:根據產品密度不同,可分為低密度、中密度、高密度刨花板;軟質、中密度、高密度(硬質)纖維板等;南京本地人造板貨源充足

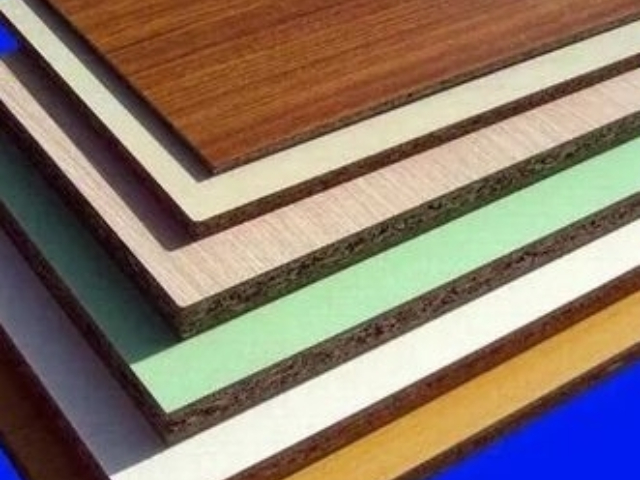
甲醛釋放主要有兩個來源:一是板材本身在干燥時,因內部分解而產生甲醛。表現為板材在堆放和使用過程中,溫度、濕度、酸堿、光照等環境條件會使板內未完全固化的樹脂發生降解而釋放甲醛。其中木材密度越小,甲醛散發能力越強。二是用于板材基材粘接的膠粘劑產生了甲醛。表現在制膠、熱壓方面,其中制膠時尿素沒有和甲醛完全反應,使膠中含有一部分游離甲醛,游離甲醛的濃度高低與采用的摩爾比和制板工藝有關;板材熱壓過程中膠黏劑固化不徹底,膠中一部分不穩定結構(如醚鍵、羥甲基團、亞甲基)發生分解而釋放甲醛。人造板材中的甲醛釋放會隨著熱壓溫度和施膠量的變化而變化,將長期影響室內環境質量。江陰附近人造板貨源充足2、膨脹收縮率低,尺寸穩定,材質較鋸材均勻,不易變形開裂;
尤其是國家強制實行裝飾裝修有害物質限量達標之后,用于細木工板的膠粘劑必須進行改進,*此一項成本就增加10%左右,加之原材料價格的不斷提升,因此可以說真正綠色環保的細木工板五六十元是不可能制造出來的,符合國家標準的E1級大芯板,90元左右已經是微利了。如果消費者還是盲目追求便宜去購買那些嚴重危害人體健康的廉價劣質大芯板,正規生產企業將難以生存。家庭裝飾裝修只能使用E1級的細木工板。如果產品是E2級的細木工板,即使是合格產品,其甲醛含量也可能要超過E1級細木工板3倍多,所以***不能用于家庭裝飾裝修。
1924年美國創造了馬松奈脫法(爆破法)纖維分離技術,1928年已能生產出高質量的硬質纖維板。1931年瑞典發明阿斯普倫德法,次年在瑞典建立了***個用此法生產的硬質纖維板廠,至此纖維板制造工業就脫離了造紙業而成為**的工業門類。1935年法國用廢單板制成長條刨花,在鋪裝成型中使各層刨花垂直相交排列組成板坯,是刨花板中定向技術的先導1937年瑞士提出三層刨花結構的制造工藝。1941年在德國建立了***個裝備齊全的刨花板工廠,就使刨花板工業完成了它的技術準備階段。細木工板利用木材加工過程中產生的邊角廢料,經整形、刨光施膠、拼接、貼面而成的一種人造板材。

刨花板工廠多用單層熱壓機,中密度纖維板制造中使用單層壓機就可以實現高頻和蒸氣聯合使用的復式加熱,有利于縮短加壓周期和改善產品斷面密度的均勻性。**終加工板材從熱壓機卸出后,經過冷卻和含水率平衡階段,即進行鋸邊、砂光,硬質纖維板需經熱處理及調濕處理。過去板材鋸邊都是冷態鋸切,也用熱態鋸切法,但決不能采用熱態砂光方法,熱砂會損壞成品表面質量。根據使用要求,有些板材還需進行浸漬、油漆、復面、封邊等特殊處理。1、幅面大,結構性好,施工方便;南京本地人造板貨源充足
干燥的工藝和過程控制與成材干燥有所不同。南京本地人造板貨源充足
干燥的熱源,大都是用蒸氣或燃燒氣體。紅外線干燥能量消耗太大,每蒸發1千克水需要5500~18000千焦;而蒸氣干燥*需4200~5000千焦。高頻干燥優點是**物料含水率高時的干燥速度快、終含水率均勻,但干燥成本過高。若與蒸氣聯合使用實現復式加熱則有利的。真空干燥不僅費用大,生產效率也低。當以蒸氣為熱源時,每蒸發1千克水分,單板干燥需1.75~2千克蒸氣,刨花干燥需1.8千克左右的蒸氣,軟質纖維板坯干燥需1.6~1.8千克蒸氣。施膠包括單板涂膠、刨花及纖維施膠。單板涂膠在歐洲仍沿用傳統的滾筒涂膠,美國自70年代起許多膠合板廠已改用淋膠。中國膠合板廠也用滾筒涂膠。淋膠方法適宜于整張化中板和自動化組坯的工藝過程。刨花及纖維施膠主要用噴膠方法。南京本地人造板貨源充足
無錫愷屹塬建筑材料有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的建筑、建材中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來 愷屹塬供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 徐州怎樣人造板廠家現貨 2025-12-21
- 徐州常見建筑裝飾材料廠家直銷 2025-12-21
- 濱湖區質量建筑防水卷廠家供應 2025-12-21
- 徐州質量建筑防水卷維修價格 2025-12-21
- 錫山區常見人造板銷售廠家 2025-12-21
- 新吳區品牌建筑裝飾材料貨源充足 2025-12-21
- 江陰附近建筑防水卷廠家供應 2025-12-21
- 新吳區國產建筑防水卷銷售廠家 2025-12-21
- 無錫挑選人造板銷售 2025-12-21
- 新吳區質量建筑裝飾材料廠家供應 2025-12-21
- 上海型材代理商 2025-12-21
- 安徽商業建筑特點 2025-12-21
- 青海官方授權經銷專業燈光質量保證 2025-12-21
- 梁溪區智能辦公建筑能源管理系統服務電話 2025-12-21
- 成都物料搬運周轉車定制加工 2025-12-21
- 南京工業化水泥哪家好 2025-12-21
- 綿陽8毫米冰火板供應 2025-12-21
- 鎮江加工快裝管道定制 2025-12-21
- 棗莊三層家庭電梯廠家 2025-12-21
- 甘肅加工外墻涂料推薦廠家 2025-12-21