湖北TA1鈦管件
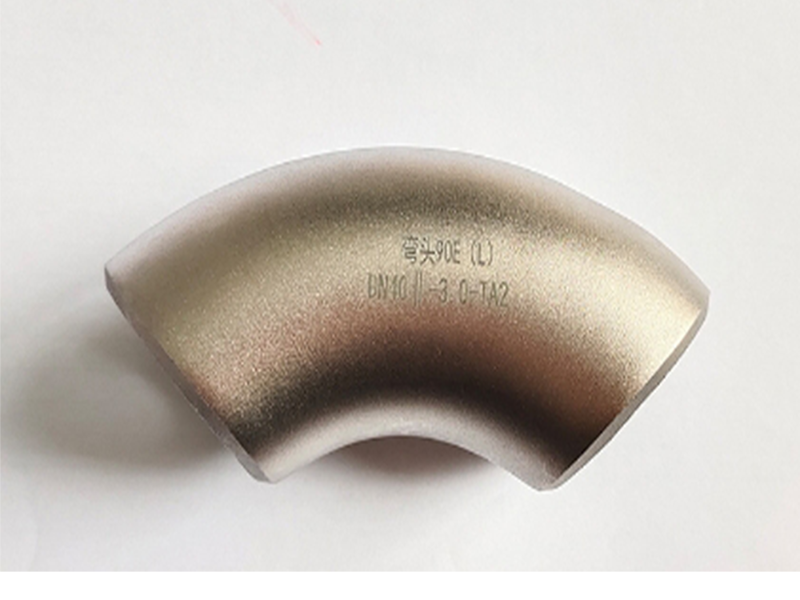
鈦管道主要輸送的是腐蝕性嚴重危險介質,當帶腐蝕介質的介質經過鈦管件時、介質都帶有一定的壓力,而各種管件的各部位承載壓力不同,以常用的三種管件:彎頭、三通、異徑管為例,我們一起來分析一下。1.彎頭彎頭是各種管道系統的重要管件之一,除了用作改變介質流動方向外,還起到提高管路柔性。當介質通過彎頭時,帶有壓力的介質直沖彎頭的背部,介質順著背部流動到出口,由此可見彎頭的背部既承受較大壓力又承受著嚴重的沖刷腐蝕,說明背部承載大于任何部位。2.三通三通的工作情況,同彎頭相似,介質通過三通時直沖三通的支路相交處,此處的承載壓力和沖刷腐蝕大于其它部位。?高壓油管?:鈦管件用于工程機械、礦山設備的液壓系統,耐壓(300MPa以上)。湖北TA1鈦管件

精密軋制技術:軋制技術是將鈦合金坯料通過軋機加工成管狀的工藝。精密軋制技術通過優化軋制工藝參數(如軋制力、速度和溫度),提高管件的尺寸精度和表面質量。例如,冷軋技術通過低溫軋制,提高鈦合金的強度和表面光潔度。熱軋技術通過高溫軋制,提高鈦合金的塑性和變形能力。精密軋制技術還可以通過在線檢測和自動控制,實時調整軋制參數,確保產品質量的穩定性和一致性。先進焊接技術:焊接技術是將鈦合金管件通過焊接工藝連接成管道的工藝。先進焊接技術通過優化焊接工藝參數(如焊接電流、電壓和速度),提高焊接接頭的強度和耐腐蝕性能。例如,激光焊接技術通過高能量密度激光束,實現鈦合金管件的高精度和度焊接。電子束焊接技術通過高能量密度電子束,實現鈦合金管件的高真空和度焊接。先進焊接技術還可以通過在線檢測和自動控制,實時調整焊接參數,確保焊接接頭的質量和可靠性。長春供應鈦管件貨源廠家耐氯離子、硫化氫等腐蝕,石油、天然氣開采中替代不銹鋼。
進入20世紀70年代,鈦管件的生產技術迎來了新的突破。焊接技術的進步使得鈦管件的連接更加牢固和可靠,特別是在高溫和高壓環境下,焊接接頭的性能得到了提升。這一時期,激光焊接和電子束焊接等先進焊接技術的引入,進一步提高了鈦管件的焊接質量和效率。擠壓技術的應用也為鈦管件的生產帶來了性的變化。通過擠壓工藝,可以生產出壁厚均勻、尺寸精確的鈦管件,且生產效率大幅提高。擠壓技術的應用不僅降低了生產成本,還使得鈦管件在更多領域得到了廣泛應用,如石油化工、海洋工程和電力行業等。
隨著生產技術的不斷進步,鈦管件的應用領域逐漸擴展。在航空航天領域,鈦管件因其高比強度和優異的耐腐蝕性,被廣泛應用于飛機發動機、機身結構和航天器部件。例如,波音787夢想客機大量使用鈦合金材料,其中鈦管件在機身和發動機中的應用顯著提高了飛機的性能和燃油效率。在化工領域,鈦管件因其的耐腐蝕性,被廣泛應用于各種腐蝕性介質的輸送和處理設備。例如,在氯堿工業中,鈦管件用于制造電解槽和熱交換器,有效抵抗氯氣和堿液的腐蝕,延長了設備的使用壽命。在醫療領域,鈦管件因其良好的生物相容性和耐腐蝕性,被廣泛應用于人工關節、牙科植入物和心血管支架等醫療器械。例如,鈦合金制成的人工髖關節具有優異的力學性能和生物相容性,能夠有效減少患者的排異反應和風險。鈦管件的輕量化和度特性使其在汽車制造中成為發動機部件的理想選擇。

異徑管異徑管的工作情況,介質通過異徑管時往往介質是從大頭向小頭流動,因截面積的逐漸變小使異徑管的錐體部位產生增壓現象,錐體內表面即承載較大壓力又承受嚴重沖刷腐蝕。以上分析都表明鈦管件是鈦管道中非常重要的部件,它直接影響著鈦管道的壽命。提高鈦管件壽命,這是管道設計技術領域的一大學術難題。彎頭推擠工藝是在八十年代中、后期由日本引入我國的一項鋼制彎頭生產新技術。由于該工藝可實現連續性生產,并且生產的彎頭壁厚均勻一致,因而它迅速取代了傳統工藝。比如化工中的反應釜連接管,海洋工程中的海水淡化管道,或者能源中的核電管道。天津供應鈦管件廠家直銷
用于管路固定的管件:卡環、拖鉤、吊環、支架、托架、管卡等。湖北TA1鈦管件
鈦管件技術的創新不僅推動了生產工藝和設備的進步,還拓展了其應用領域。近年來,鈦管件技術在化工、航空航天、醫療和海洋工程等領域取得了進展。化工領域:鈦管件在化工領域的應用為。由于其良好的耐腐蝕性能,鈦管件常用于化工管道系統和反應器。例如,鈦合金管道通過精密軋制和焊接技術制造,具有高精度和高表面質量,顯著提高了化工設備的安全性和使用壽命。鈦合金反應器通過真空鑄造和焊接技術制造,具有良好的耐腐蝕性能和高溫性能,顯著提高了化工生產的效率和可靠性。湖北TA1鈦管件
- 質量好的鈦鑄件廠家直銷 2025-12-18
- 口碑好的鈦板貨源源頭 2025-12-18
- 靠譜的鈦板的市場 2025-12-18
- 上海口碑好的鈦鍛件供應 2025-12-18
- 質量好的鈦板貨源 2025-12-18
- 誠信的鈦管生產廠家 2025-12-18
- 杭州口碑好的鈦管源頭廠家 2025-12-18
- 上海可靠的鈦板供貨商 2025-12-18
- 上海靠譜的鈦法蘭供應商 2025-12-18
- 杭州正規的鈦絲源頭供貨商 2025-12-18
- 內蒙古煤礦用打撈鉆桿單價 2025-12-18
- 杭州304針灸針絲廠家 2025-12-18
- 寧波等邊角鋼廠家 2025-12-18
- 湖州陶瓷軸心結構陶瓷價格 2025-12-18
- 動態光柵引伸計現貨經營 2025-12-18
- 南京高效率智能化拉絲機組廠家現貨 2025-12-18
- 河北爐用鎢絲繩工廠 2025-12-18
- 無錫國產不銹鋼板銷售市場 2025-12-18
- 安徽氧化鋯陶瓷粉行情 2025-12-18
- 山東鋁卷批量定制 2025-12-18