鈑金件加工之機箱外殼對著色的色調的系列要求:機箱外殼使用不銹鋼材質制作,我們經常看到本色的機箱外殼,更有人認為本色機箱外殼是沒有經過表面處理的,這是錯誤的理解。本色機箱外殼是經過表面處理才可以達到這樣的光澤的。機箱外殼的著色方法分別有五種:化學氧化著色發、電化學氧化著色法、例子沉積氧化物著色法、高溫氧化著色法;氣相理解著色法。機箱外殼表面處理工藝不但美化了機箱機柜的外觀,浦東新區曲面鈑金件加工供應廠家,還延長了機箱機柜的使用壽命。對于色彩的選擇也是十分講究的,比如:黑色、白色、灰色稱之上*流行色,冷色調一方面對設備本身有好處,另一方面對使用者也有隔離輻射的作用。隨著技術逐漸成熟,我們可以更大限度的保持機箱外殼的漆面壽命。冷色調可以使操作者操持清醒的頭腦冷色調能夠讓使用內部線路更加清晰。隨著社會經濟發展鈑金機箱外殼也在緊跟著腳步發展著,對于機箱外殼而言,冷色調為*流行色。儀器儀表機箱是指各種儀器儀表所使用的外殼或包裝箱,根據材料可分為塑料機箱、合金機箱、復合材料機箱等。用于各種儀器儀表的殼體,所用材料可分為“塑料,浦東新區曲面鈑金件加工供應廠家、鐵,浦東新區曲面鈑金件加工供應廠家、鋁”等多種,社會需求量很大。雖然生產儀表機箱的廠家較多,但魚龍混雜,產品質量有好有壞。鈑金件加工打磨須知事項:在磨削時,要先起動砂輪,然后調整砂輪和工件的間隙。浦東新區曲面鈑金件加工供應廠家
鈑金件加工沖壓中激光切割加工出現毛刺是為什么呢?原因一:激光切割機的功率不能合理的氣化金屬材料,造成太多的爐渣和毛刺。解決方法:查驗激光切割機是不是正常的工作中;要是沒有,就要立即檢修;如果是,查驗輸出值是不是恰當。原因二:激光切割機切割速率太慢,毀壞切割面表層質量,造成毛刺。解決方法:立即調節切割角速度,使其做到標準值。原因三:激光切割機的輔助汽體純凈度達不上規定的規范,也會導致產品工件上的毛刺。解決方法:拆換純凈度更高一些的輔助汽體。原因五:激光切割機運行時間太長,造成機器設備不穩定,發生毛刺。解決方法:關掉激光切割機,稍候再開啟,讓其充足歇息。楊浦區附近鈑金件加工訂制鈑金件加工噴漆的顆粒現象可能是因為車身表面在涂漆前沒有經過適當的清潔。

什么是鈑金件加工?不銹鋼鈑金件加工中沖壓是較常用的辦法,沖壓技術大體的分為別離工序和成形工序兩大類。1、別離工序是在沖壓進程中使沖壓件與坯料沿必定的輪廓線互相別離,一同沖壓件別離斷面的質量也要滿足必定的需要,這些需要都是前期客戶的需要所決議的。2、成形工序是使沖壓坯料在不損壞的條件下發生塑性變形,并轉化成所需要的制品形狀,一同也應滿足尺度公差等方面的需要。鈑金是對金屬薄板一種綜合冷加工技術,包含剪、沖/切/復合、折、焊接、鉚接、拼接、成型等。其顯著的特征即是同一零件厚度一起。通常來說根本設備包含剪板機,數控沖床,等離子、水射流切割機,復合機、折彎機以及各種輔佐設備如:開卷機、校平機、去毛刺機、點焊機等。
鈑金件加工中你需要知道的有這些,(1)沖孔:指工件由普通沖床和模具加工孔的工藝過程。(2)沖凸包:指在沖床或油壓機用模具使工件形成凸起形狀的工藝過程。(3)沖撕裂:也叫“沖橋”,指在沖床或油壓機用模具使工件形成像橋一樣形狀的工藝過程。(4)抽孔:也叫“翻邊”,指在普通沖床或其他設備上使用模具對工件形成圓孔邊翻起的工藝。過程。(5)攻牙:指在工件上加工出內螺紋的工藝過程。(6)校平:指工件加工前、后不平整,使用其他的設備對工件進行平整的過程。如何避免鈑金件加工時出現顆粒現象?噴涂前須確定已使用清潔劑清潔車身及確定已經用粘塵布清潔車身表面。

如何在鈑金件加工過程中優化工藝:折彎環節:折彎環節通常狀況下是指將鈑金資料放置在折彎設備上,經過上下模具的壓力使鈑金資料產生彈性形變,并在產生彈性形變后依照實踐的設計方案產生可塑性形變的過程。在這一環節的使用過程中,應該依據實踐的設計需求,選擇不同的零件設置尺度,并依據鈑金質料的厚度狀況確認折彎的實踐操作。壓鉚環節:鈑金件的壓鉚環節,是指將鈑金資料經過壓力的作用,使得鈑金資料產生形變從而將其耦合在一起,這一工藝通常狀況下被使用在螺釘壓鉚、螺栓壓鉚等環節,就落幕的壓鉚操作環節來說,通常狀況下螺母呈現圓形并一段帶有壓花型的齒輪和導線槽口。所以,針對鈑金件的壓鉚環節不只只將原有螺母的制作環節進行了質量上的優化一起也防止了焊接工作的進行。鈑金件加工的清洗處理工作:在擦干過程中咱們為了擦洗的更潔凈,要向著相同的方向擦洗,然后曬干。徐匯區精密鈑金件加工供應商
鈑金件加工噴漆的顆粒現象可能是因為空氣過濾網已到時候更換,噴漆房氣壓過低。浦東新區曲面鈑金件加工供應廠家
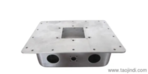
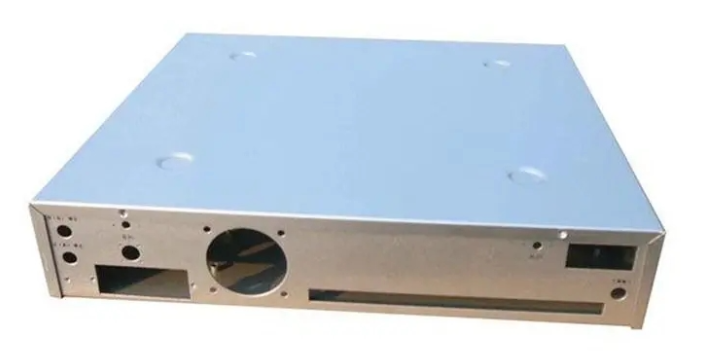
設備外殼鈑金件外殼加工時需要注意什么?設備外殼一直是鈑金件加工行業的賣得好產品。一般做外殼加工的都會選擇鈑金件加工。因為鈑金件加工的材料壽命較長,用在設備上非常合適。外殼加工雖然是加工業中比較突出的加工形式,但是在加工過程中還是要注意一些不可避免的問題。外殼加工彎曲:折彎時,首先要根據圖紙上的尺寸和數據的厚度確定折彎時使用的刀具和切槽。防止產品與刀具碰撞造成變形是上模選擇的關鍵(同一產品可能使用不同類型的上模),下模的選擇根據板材的厚度而定。其次,肯定了折彎的順序。彎曲的一般規律是從里到外,從小到大,從特殊到普通。對于需要壓邊的工件,先將工件彎曲30-40°,然后用校平模將工件壓平。浦東新區曲面鈑金件加工供應廠家
征鑫(上海)制冷設備有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在上海市等地區的機械及行業設備中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,征鑫制冷設備供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!