
�l(f��)؛���c(di��n)���㽭ʡ������
�l(f��)���r(sh��)�g��2024-08-19

������ڣ���һ�N���ܷ��b��ˇ�����ó����C(j��)�a(ch��n)�����������ݚ��c�ݚ�ճ����һ���γ��p�ݚ����b���c���l�������ͬ���ǣ������������Է�PVC��PETG���ϣ�Ҳ���Է�PET���ϣ����Ҍ�(du��)���b�Įa(ch��n)Ʒ�](m��i)��늴ł������e�m����Ӯa(ch��n)Ʒ�ķ��b������֮̎���ڳ�����߅ֻ�����g�����c(di��n)���ɽPVC���ܰ��b������һ����ÿ��ֻ��һ�lֱ߅�����ܰ��b���õ�����Ƭ������Щ������ʲô���c(di��n)�������ܰ��b�õ�Ƭ�Ľ�ӲƬ���zƬ�����õ���:PET���ی�(du��)���������Ҷ�������ӲƬ����ɽPVC���ܰ��b��PVC��������ϩ��ӲƬ��PS���۱���ϩ��ӲƬ��PSӲƬ�ܶȵͣ��g�Բ��ɽPVC���ܰ��b����ȼ����ȼ���r(sh��)��(hu��)�a(ch��n)������ϩ���w�����к����w���ή��ήa(ch��n)Ʒ���b��o(w��)�����Ӿ��_���ϣ���ɽPVC���ܰ��b
�\Մ���ܰ��b����Ҫ��;�����ܰ��b���Q��o(w��)�������b���ɴ�����(ji��)ʡ���b��ԭ�o���ϣ��p�ٰ��b�U�������ȫ���������(d��o)���m�Ⱥ͜p�����b��Ҫ��������ܰ��b��20���o(j��)80����l(f��)չ����(l��i)�İ��b�¼��g(sh��)���²��ϣ��@�N�¼��g(sh��)���²��ϣ��_(k��i)ʼ���ڌ�(du��)ˎƬ��ˎ�衢�l(w��i)���衢�ljK�ȹ��wС���M(j��n)�а��b���S�����ϰ��b�I(y��)��u�d��������ܰ��b�đ�(y��ng)�á������(l��i)�����҇�(gu��)������ܰ��b�_(k��i)ʼ���ڌ�(du��)С���������ˇƷ������Ь�һЩ���İ��b�����D(zhu��n)����MP3�����C(j��)��USB����ߡ�늳ء���ˇƷ���\(y��n)��(d��ng)Ь�ȵij�Ʒ���b�����_������܇��������X�B���������Ԫ���Ȳ��ϵ����D(zhu��n)����ɽPVC���ܰ��b������ܰ��b�����I(y��)ԭ���ǣ������ԏ�(f��)�����ϱ�Ĥ;
������(��(ji��n)�Q"Pla")�������Ⱥ����������|(zh��)��ۻx�w�S�؞�ԭ��,�l(f��)�����a(ch��n)�߹⼃?n��i)��ᣬ�������Ƃ�ɭh(hu��n)������w���������ٌ��������_(k��i)�h(hu��n)�ۺ����a(ch��n)�������䲻��ʯ�͞�ԭ�ϡ����Љı����o(w��)�����ɽ�������ԣ����J(r��n)����δ��(l��i)��ϣ������(d��ng)ʯ�ͻ�����(PE.PP.PVC��)��ʯ�ͻ����w(PET.PTT.PBT��)���y(t��ng)��λ�������²���.ԭ�ρ�(l��i)Դ�������ԣ���Ҫ��(l��i)Դ�ڹ�������γɵ����|(zh��)��ȫ���オ���ԣ��a(ch��n)Ʒ�U����������l���£�ͨ�^(gu��)������.ˮ�е�����������ȫ�����CO2��H2O����(sh��)�F(xi��n)�˵ر���̼ѭ�h(hu��n)��Ȼ���yȼ�ԣ�����ָ��(sh��)26��-27������(y��u)�ڳ��þ����Ȳ��ϣ����Ұl(f��)�����ͣ��o(w��)�ڟ�
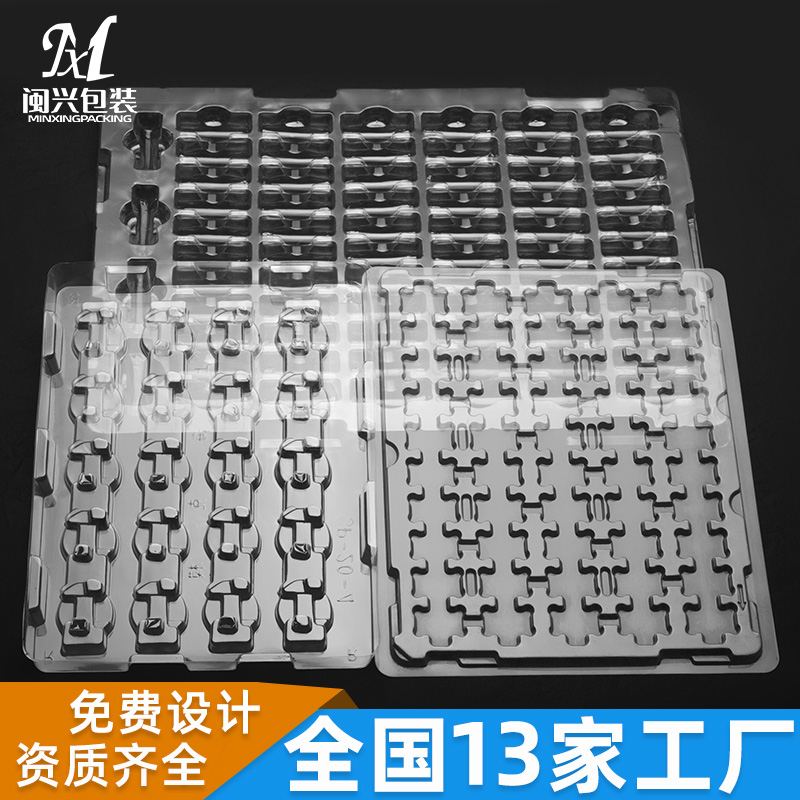
��ƫ���^С��һ��С��0.5mm��3.ͬһģ������ϡ����ܜضȲ�ͬ��ɵĺ��ƫ���ƫ���^С��һ��С��0.1mm��4.��ȵĹ���ҕ���w��r������ͬһ��e������Խ�ˉK���׃��Խ������ͬ�IJ����ˆT����ͬ�Ĝض�Ҳ��(hu��)ʹͬһ��λ�ĺ�Ȳ�ͬ������ԭ���У��ֹ���ģ����ɳߴ繫�����Ҫԭ����ģ�߿�����У���������ܵ�ƫ��һ��ɿ�����2mm�ԃ�(n��i)����Ҫ�e�f(shu��)�����ǣ����Ϻ�ȱȳ�Ʒ���С�ɂ�(g��)̖(h��o)(0.05mm)���m�f(shu��)���ڮ�(d��ng)��Ʒ����e�Ȳ��ϱ���e��ö��r(sh��)����Ʒ�ĺ�ȕ�(hu��)�Ȳ��ϵĺ��С�ø��࣬��Ʒ����e�Ȳ��ϱ���e��ö࣬��Ʒ�ĺ�ȕ�(hu��)�Ȳ��ϵĺ��С�ö��@Щ�F(xi��n)�����w�ρ�(l��i)�f(shu��)��һ������0.05mm�������Ǻ����_�ġ����w���¡��Įa(ch��n)Ʒ����Ҫ�ߴ���m����Ҫȡ��(sh��)���(l��i)ԇ�b����������ܰ��b���@Щ���涼������(y��u)��������N���b�����c(di��n)���ڰ��b�I(l��ng)���Ъ�(d��)��(sh��)һ�á�
���y(t��ng)�����^(gu��)�̣���ȡ����ӟ᷽ʽ���ӟ���ܟᣬͨ�^(gu��)��������ӟ���f�����������ͱ��漰�����֣�������ܳ����^(gu��)�̣������ܜض�����(du��)�㶨�o(w��)�������{(di��o)�����������f�ܼ������Ӱ푺ܴ�Խ��ļ�������Խ�yѸ�ق��f���������ϣ����һ��Ҫ�o������܉��ϕr(sh��)�g������� ���f���������Ϸ��ɱ��C����Ч�����ӟ�Ƭʽ���ܙC(j��)���������ֱ���ӟ���f�����������ͱ��棬������ܳ����^(gu��)�̣������ܜضȿɿ����{(di��o)�������ڼӟ�Ƭֱ���c�����ֽ��|����(d��ng)�ض��^(gu��)�ߕr(sh��)�������֘O���ܟ�׃���ҟ����^�y���f�������ͱ��棨������Խ��Խ�ׂ��f�ᣬ��Խ����׃�Σ���Ҫ���C���õ�����Ч��������x����m��ȵ������ּ��{(di��o)�������ܜضȡ��ںϕr(sh��)�g����ͨ�^(gu��)ģ�߳����ͬ�r(sh��)ͨ�^(gu��)ܛ���d�F�D�����|�_(t��i)���ܰ��b
����һ�N���b�ă�(y��u)�ӣ���Ҫ����(j��)�����c(di��n)�����b�ɱ��Ƿ�����������\(y��n)�Ƿ㣻�\(y��n)ݔ�M(f��i)�ø߲��ߣ���ɽPVC���ܰ��b
���ܰ��b�ߴ�ĵÁ�(l��i)�ɷ֞����N�����տ͑���Ʒ��(f��)��(��ģ�Џ�(f��)ģ)������(j��)�D����ģ������(j��)��(sh��)�������O(sh��)Ӌ(j��)����?y��n)����ܵ��Π�һ����?j��)��(sh��)�ﶨ�ƣ����Π�Ҏ(gu��)�t���D�������r(sh��)�кܶ�ߴ粻��(zh��n)�_���ܘ�(bi��o)ע�����ʸ���(j��)�D�������r(sh��)���ڵ�ƫ���^���(zh��n)�_��Ҋ(ji��n)��һ��Ҫ���Ԍ�(sh��)��ԇ�b������(j��)��Ʒ��(f��)ģ�����Įa(ch��n)Ʒ���ߴ�ƫ��Ų���(hu��)�ܴ�һ���ȹ����0.1mm���a(ch��n)Ʒƫ����2mm������a(ch��n)����ԭ����Ҫ�У�1.�ֹ���ģ�r(sh��)��ɵ�ƫ���ƫ��һ��С��2mm��2.�Nģ��(f��)����ģ�r(sh��)�a(ch��n)����ƫ���ƫ���^С��һ��С��0.5mm��3.ͬһģ������ϡ����ܜضȲ�ͬ��ɵĺ��ƫ���ƫ���^С��һ��С��0.1mm��4.��ȵĹ���ҕ���w��r������ͬһ��e������Խ�ˉK��Ⱦ͕�(hu��)Խ������ͬ�IJ����ˆT����ͬ�Ĝض�Ҳ��(hu��)ʹͬһ��λ�ĺ�Ȳ�ͬ����ɽPVC���ܰ��b
������̶��Ԓ��Ո(q��ng)?ji��n)څ^(q��)̖(h��o)�������"-"�� �(xi��)�֙C(j��)̖(h��o)�������ˈ�(b��o)�r(ji��)�����M(f��i)���ն���֪ͨ
 �K�ݹ�W(xu��)�RƬ���ܰ��b ��(chu��ng)���x�� �㽭�}�d���b���ϿƼ�����(y��ng)
�K�ݹ�W(xu��)�RƬ���ܰ��b ��(chu��ng)���x�� �㽭�}�d���b���ϿƼ�����(y��ng)
���h
 ̩��ʳƷ���ܰ��b �\(ch��ng)�ŷ���(w��) �㽭�}�d���b���ϿƼ�����(y��ng)
̩��ʳƷ���ܰ��b �\(ch��ng)�ŷ���(w��) �㽭�}�d���b���ϿƼ�����(y��ng)
���h
 �������ܰ��b���� ֵ����ه �㽭�}�d���b���ϿƼ�����(y��ng)
�������ܰ��b���� ֵ����ه �㽭�}�d���b���ϿƼ�����(y��ng)
���h
 �|�(y��ng)�~(y��)�����ܰ��b �\(ch��ng)�Ž�(j��ng)�I(y��ng) �㽭�}�d���b���ϿƼ�����(y��ng)
�|�(y��ng)�~(y��)�����ܰ��b �\(ch��ng)�Ž�(j��ng)�I(y��ng) �㽭�}�d���b���ϿƼ�����(y��ng)
���h
 ̩��ʳƷ���ܰ��b �\(ch��ng)�ŷ���(w��) �㽭�}�d���b���ϿƼ�����(y��ng)
̩��ʳƷ���ܰ��b �\(ch��ng)�ŷ���(w��) �㽭�}�d���b���ϿƼ�����(y��ng)
���h