在傳統加工中,對機床的控制與操縱都是由工作人員憑借工作經驗進行完成的,從安全方面以及控制能力上講是較為保守的,尤其是對曲面與曲線進行操作時,很容易出現錯誤,為了減少廢品率,對切削量進行增大。數控機床在進行加工制作時,是由控制系統來對加工動作進行控制的,無論遇到什么形面的加工,都可以很好地控制,而刀具在工作面上的工作是靈活而自動的,不存在間斷現象,在加工過程中,程序會對切削的用量設置出合理的使用值,使得加工效率有很大提高,這一點與傳統機床加工相比,有很大優勢。五軸加工不僅應用于民用工業,舟山級進連續模具,舟山級進連續模具,還廣泛應用于航空航天,舟山級進連續模具、科研、精密儀器、高精密醫療器械行業。舟山級進連續模具

模具在現代制造業中扮演著至關重要的角色,尤其在批量生產過程中,它的優點尤為凸顯。以下是關于模具的一些主要優點:高效生產:模具可以提高生產效率。通過使用模具,生產可以在短時間內完成,而且可以大量生產。這是因為模具可以在一次操作中處理大量的原材料,而且可以重復使用。高精度:模具通常具有高精度。這是因為模具在制造過程中經過精細的機械加工和精確的測量,確保了模具的精確尺寸和形狀。高精度的模具可以生產出高精度的零件,這在許多應用中是必不可少的,例如汽車、航空航天、醫療和其他高科技行業。無錫精密沖壓模廠家機械手能自動裝卸刀具與工件很大節省輔助時間。生產過程無需檢驗,節省檢驗時間。

電火花線切割加工精度的影響因素:長期以來加工精度一直是電火花線切割加工中追求的重要性能,電火花線切割加工精度主要包括:(1)加工工件的外形精度,指從XY平面看到的工件外形尺寸精度,為確保加工表面均勻平滑,要求切割線線性度小、垂直度小;(2)位置精度,指所切割輪廓的相對位置偏差,位置精度容易受機床本身機械精度、控制精度及操作中所選用的定位方式等方面因素影響;(3)表面粗糙度,指加工后工件輪廓表面的微觀不平度。
數控機床主要由數控裝置、伺服機構和機床主體組成。輸入數控裝置的程序指令記錄在信息載體上,由程序讀入裝置接收,或由數控裝置的鍵盤直接手動輸入。 數控裝置包括程序讀入裝置和由電子線路組成的輸入部分、運算部分、控制部分和輸出部分等。數控裝置按所能實現的控制功能分為點位控制、直線控制、連續軌跡控制三類。 點位控制是只控制刀具或工作臺從一點移至另一點的準確定位,然后進行定點加工,而點與點之間的路徑不需控制。采用這類控制的有數控鉆床、數控鏜床和數控坐標鏜床等。 直線控制是除控制直線軌跡的起點和終點的準確定位外,還要控制在這兩點之間以指定的進給速度進行直線切削。采用這類控制的有平面銑削用的數控銑床,以及階梯軸車削和磨削用的數控車床和數控磨床等。 連續軌跡控制(或稱輪廓控制)能夠連續控制兩個或兩個以上坐標方向的聯合運動。絲桿定制-上海琨盛精密。

沖壓件產生屑料阻塞的原因及相應的對策有,沖壓件產生屑料阻塞的原因及相應的對策有:1)漏料孔偏小,可加大漏料孔間隙;2)漏料孔偏大,屑料翻滾,重新修改漏料孔;3)刀口磨損,毛邊較大,需刃修刀口;4)沖壓油滴太快,油粘,可以控制滴油量,更換油種;5)凹模直刃部表面粗糙,粉屑燒結附著于刃部,可以通過表面處理,拋光降低表面粗糙度或更改材料;6)材質較軟,修改沖裁間隙;其應急措施是:凸模刃部端面修出斜度或弧形(注意方向),使用吸塵器,在墊板落料孔處加吹氣.5軸加工原理也適用于斜面側銑,可消除球刀造成的肋狀紋路。鹽城前罩蓋沖壓模
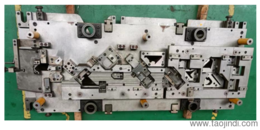
工裝夾具定制--上海琨盛精密機械廠--價格合理,服務完善。舟山級進連續模具
電火花線切割加工機床主要由床身、工作臺、工具電極、電動機、走絲系統、工作液循環系統、高頻脈沖電源等部分構成,其中工作臺通常由X軸和Y軸的電動機驅動;工具電極,也稱為電極絲,是指直徑0.02~0.3mm的金屬絲,在工作時由走絲系統帶動,沿著其軸向方向進行運動;脈沖電源安裝在工件與電極絲中間,一般情況下,工件接電源正極,電極絲接電源負極。開始工作時,將工件安裝在工作臺上,控制系統根據預先設置的信息,使工作臺移動,使工件靠近電極絲。當移動到一定距離(通常為0.01~0.04mm),產生火花放電,蝕除金屬,完成后將工件遠離電極絲,控制系統根據預先輸入的程序進行操作,使得加工過程得以持續。舟山級進連續模具