焊接是一種重要的金屬加工工藝,通常需要使用下列工具:焊接機:也稱為焊接設備,是用來產生電流和熱量的設備,用于將金屬材料進行加熱以便進行焊接。焊槍:是一種手持式焊接工具,用于控制焊接操作,杭州60k超聲波焊接變幅桿,包括開始點火啟動、停止等。焊絲:也稱為焊條,是用于提供被焊件和填充材料的金屬材料。不同的焊接任務需要不同類型的焊絲。焊接鉗:用于夾持被焊件,在進行焊接時對被焊件進行支撐和定位,增加精度。鋼刷:用于清理焊接過程中產生的污垢和氧化物等,以確保焊接效果的質量。磨頭:用于進行焊接后的拋光和加工,以提高表面光滑度和美觀度。焊接面罩:用于保護焊接人員的眼睛和面部,以防止熱光輻射傷害或高溫火花濺射,杭州60k超聲波焊接變幅桿。總之,焊接是一種復雜的金屬加工技術,需要使用多種工具和器材,杭州60k超聲波焊接變幅桿。不同類型的焊接任務需要不同的工具和技能,同時,焊接操作時要注意安全性和保護措施。 塑料材質:ABS與ABS相互相熔接的結果肯定比ABS與PC相互熔 接的強度來的強。杭州60k超聲波焊接變幅桿
聲波的壓縮和膨脹從理論析,爆裂的空化泡會產生超過10,000 psi的壓力和20,000 °F (11,000 °C) 的高溫,并在其爆裂的瞬間沖擊波會迅速向外輻射。單個空化泡所釋放的能量很小,但每秒鐘內有幾百萬的空化泡同時爆裂,累計起來的效果將是非常強烈的,產生的強大的沖擊力將工件表面的污物剝落,這就是所有超聲清洗的特點。 如果超聲能量足夠大,空化現象會在清洗液各處產生,所以超聲波能夠有效清洗微小的裂縫和孔。空化作用也促進了化學反應并加速了表面膜的溶解。然而只有在某區域的液體壓力低于該氣泡內氣體壓力時才會在該區域產生空化現象,故由換能器產生的超聲波振幅足夠大時才能滿足這一條件。北京超聲鋰電池焊接機公司有些成型品的焊接時間只需要0.2秒就已足夠了。

超聲波無紡布焊接機是一種利用高頻超聲波振動原理對無紡布進行加熱和融合的設備。它將發生器產生的電能轉化為高頻機械能,通過震動產生的熱能將無紡布材料中的纖維融合在一起,使其形成堅固的焊點。超聲波無紡布焊接機具有以下優點:操作簡便:只需要一個簡單的開關就可以啟動設備,并且可根據無紡布的不同尺寸和形狀進行簡單的調整。焊接效果好:因為使用的是高頻震動,所以焊接的速度非常快,而且焊點十分平整、牢固,沒有割裂或撕裂情況。安全可靠:焊接速度快但是在操作過程中幾乎不會產生任何噪音,同時也不會產生任何有害氣體和其他污染物。所應用范圍普遍:除了無紡布,該設備還適用于各種塑料材料、合成材質、紡織品等的焊接。需要注意的是,超聲波無紡布焊接機必須實現正確的操作過程、保持設備清潔和定期維護。一旦設備損壞或發生故障,一定要立即停機并進行維修,以保證設備的安全性和穩定性。
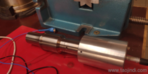
上世紀80年代森榮司等又提出夾心彎曲換能器結構。90年代根本佐久良雄等人則提出了夾心扭轉換能器結構。隨后又出現了彎曲振動變幅桿和扭轉振動變幅桿,擴大了工業應用范圍。除了以上桿件形狀外,在大功率超聲冷拔絲、管等應用中出現了等厚度或變厚度的盤形或環形聚能器;在超聲焊接、切割中又出現了大型塊狀變幅桿件。超聲波和其它聲波一樣,是一系列的壓力點,即一種壓縮和膨脹交替的波(如下圖示)。如果聲能足夠強,液體在波的膨脹階段被推開,由此產生氣泡;而在波的壓縮階段,這些氣泡就在液體中瞬間爆裂或內爆,產生一種非常有效的沖擊力,特別適用于清洗。這個過程被稱做空化作用。鋁合金:便宜,磨損快,振幅不能超過30MM,容易加工;
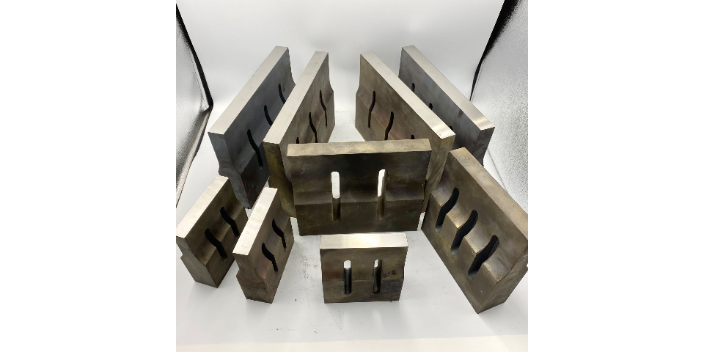
目前超聲波塑料焊接是一個熱門研究方向,特別對塑料超聲焊接頭熔化狀態影響其質量的因素.通過對焊接頭熔融體溫度,粘度,剪切速率等材料物理參數的測試分析發現,焊接壓力和振幅對接頭熔化層的尺寸及流動狀態影響很大,隨焊接振幅和焊接壓力的增大,塑料熔融體的溫度提高,粘度減小,熔化層的厚度而減小.利用光學顯微鏡觀察了接頭的組織形貌,發現接頭熔化層組織具有明顯的熔體流動方向性,焊接振幅和焊接壓力越大,熔體剪切速率越大,接頭熔化層內組織取向越明顯.接頭剪切和彎曲強度的測試結果表明,接頭力學性能具有明顯的各向異性,為獲得合適熔化層厚度和組織取向程度,必須合理選取焊接工藝規范,這樣才能取得滿意焊接接頭質量.同時通過對超聲波塑料焊接的有限元和試驗分析,指出了采用平板層疊焊接時產生應力集中的區域和產生原因,并提出了避免應力集中的措施.采用導能筋是一種比較好的解決辦法.用PVC材料進行焊接試驗,方差分析結果說明導能筋角度對焊接質量的影響***。 焊接過程中常常會產生煙塵和有害氣體,因此需要采取適當的通風措施來保護工人健康。深圳超聲無紡布焊接機維修
而四分之一波長縱向振子與四分之一波長聚能器相連,組成一個半波長換能器。杭州60k超聲波焊接變幅桿
功率超聲焊接系統已成功應用于熱可塑性塑料材料的焊接,但并非所有的塑料材料都可以實現超聲波焊接,焊接系統對包裝薄膜材料表現出一定的適應性。對于不同的包裝薄膜材料,其熔點、焊接功率、焊接電流、焊接壓力、焊接振幅、焊接時間均各不相同,但都有一個共同點,即熔點越高所需焊接功率、焊接電流、焊接壓力、焊接振幅越大,焊接時間也越長。而對于既定功率超聲焊接系統,尤其是換能器的功率是固定的,超出了其上限,將導致焊接不理想甚至失敗,故對于不同的材料應綜合考慮,選擇比較好功率超聲焊接系統。經試驗,所設計系統可以較好地完成PET、可降解玉米纖維、尼龍濾布、食品應用級無紡布等材料的無縫焊接。杭州60k超聲波焊接變幅桿