不銹鋼鑄造是獲取外形尺寸鑄鐵件操作過程的統稱。較傳統式砂型鑄造加工工藝,精密鑄造廠得的鑄鐵件外形尺寸、表層光滑度較高。因此在應用不銹鋼鑄件時,應當留意那些事宜呢?鑄鐵時要尤其注意的問題如下所示:1、為了避免不銹鋼鑄件發生白口鐵,除開在加工工藝上采取一定的有效措施外,務必使其壁厚不可過薄。有資料表明,當不銹鋼、鑄鐵、銅合金型鑄鐵件的厚度超過15毫米時,可以參照表1.1-32的規定;2、由于金屬材料型芯和型芯的無讓性,不銹鋼鑄造鑄鐵件的鑄造傾斜度應當比砂型鑄造件的鑄造傾斜度稍大,通常大30%-40%。3、不銹鋼鑄件內部和內肋板的薄厚通常為連結外壁的0.5-0.6,不然因內部(肋骨)冷得慢,里外壁連接處易于發生裂縫。4、由于金屬材料型排熱性強,不銹鋼鑄造的厚度要比砂型鑄造的鑄鐵件大一點,各種各樣鑄造鋁合金、差異外形尺寸的鑄壁薄厚。金屬鑄件,就選無錫協鑄智能制造有限公司,歡迎客戶來電!無錫鋁鑄件制造

不銹鋼鑄件在調質處理后的鑄造件必須合理的開展檢測其物理性能,鑄造件中氬弧焊機區總面積干萬不可以低于2cm2,機器設備焊區間隔不經濟效益100毫米,在運用時并不通過其熱處理工藝,可是一處不銹鋼鑄件上干萬不可以超過5處。不銹鋼精密鑄造件在開展焊補區是不可有裂痕及其未滿焊的狀況的,鑄造件在一切一焊區中是容許有較大直徑不得超過2毫米且不可以超出壁厚的1/3的出氣孔或參雜三種,商品的行高不經濟效益12毫米。不銹鋼鑄件在浸蝕物質及其氛圍中運行的鑄造件,商品在焊傷停補時是不允許應用焊粉,從容許規定對鈣化性的不銹鋼鑄件開展滲補解決。無錫金屬鑄件哪家好無錫協鑄智能制造有限公司是一家專業提供金屬鑄件的公司,期待您的光臨!

壓鑄件:壓鑄工藝將熔融金屬在高壓下壓入模具型腔(將其加工成模具)。大多數壓鑄件都由有色金屬制成,特別是鋅、銅和鋁基合金,但是黑色金屬壓鑄件也是可行的。壓鑄法特別適用于需要許多中小型零件且具有良好的細節,良好的表面質量和尺寸一致性的應用。半固態金屬(SSM)鑄造是一種改進的壓鑄工藝,可減少或消除大多數壓鑄件中存在的殘留孔隙率。SSM鑄造不使用液態金屬作為進料,而是使用部分固體和部分液體的高粘度進料。使用改進的壓鑄機將半固態漿料注入可重復使用的硬化鋼模中。半固態金屬的高粘度以及受控模頭填充條件的使用確保了半固態金屬以非湍流的方式填充模頭,從而可以基本上消除有害的氣孔。
導致鑄造件碳含量超標準的緣故關鍵有幾個方面:1,鑄件的模樣材料選擇不合理。在鑄件白模模樣材料的選擇中,一是含碳量高;二是白模密度太高。從而造成鑄件模樣在澆注過程中的熱分解時含碳量高,使鑄件在澆注充型過程中液相及霧狀游離碳含量高,造成鑄鋼件的滲碳機率增大。2,鑄鋼件的生產熔煉配料中碳含量未嚴格控制,特別是各種廢鋼中的含碳量和各種廢鋼中是否存在有其他合金成分的材料不明。3,鑄件的模樣組合粘接面多。模樣組合件質量差、組合面不光滑平整,造成模樣在組合粘接時用膠量增大,則其熱分解產物的含碳量增高。無錫協鑄智能制造有限公司是一家專業提供金屬鑄件的公司,歡迎新老客戶來電!

鋁及鋁合金的強度高通過必定程度的冷加工可強化基體強度,部分商標的鋁合金還能夠通過熱處理進行強化處理。鋁及鋁合金材料不僅在市場占有率高并且在制造業中占比嚴重,尤其是在輕量化這一范疇,鋁合金加工幾乎是一枝獨秀!而新能源汽車在輕量化這一范疇也是獨占風頭。鋁合金堅持了質輕的特點,但機械功能明顯提高。鋁合金材料的特性是輕、容易加工、以及在可耐強度方面不像碳素纖維有一個較大受力規模。這是什么意思呢?也是說,碳素纖維因為有纖維的特性所以在必定的纖維方向上受力能力很強,但是在別的方向上的受力會很差。在制造一個比較大的零部件時或許會運用好幾層碳素纖維,在超過受力能力時該零部件會像酥餅相同變得一層一層的。而鋁合金在承受了必定的力氣后,會漸漸變形再損壞。鋁合金材料成本低,并且運用一種加工工藝能夠大量生產同樣的零部件,這也是它的特點之一。還有是鋁合金容易加工和具有高度的散熱性。特別是車輛引擎部分特別合適運用鋁合金材料。這里幾乎完全是鋁合金的一家天下。此外,鋁合金的加工工藝多種多樣。通用性較強。無錫協鑄智能制造有限公司致力于提供專業的金屬鑄件,歡迎您的來電!無錫銅鑄件工藝
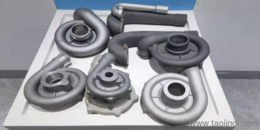
有色金屬鑄件,就選無錫協鑄智能。無錫鋁鑄件制造
鋁鑄件是一種將液態合金在壓力下自下而上壓入型腔,并在壓力下凝結而獲得鋁鑄件的鑄造辦法。將枯燥的壓縮空氣或惰性氣體引入用于鋁鑄件的密封坩堝中。借助于作用在金屬液面上的壓力,金屬液體經過流道從下到上沿著冒口平穩地填充模具,并且模具填充壓力一般為20-60千帕。鋁鑄件徹底凝結后,開釋液面上的氣壓,使提液管和澆注通道中未凝結的金屬液靠自重流入坩堝,然后打開鑄型,取出鋁鑄件。鋁鑄件可選用砂型、金屬型、石墨型等。充型進程不只不同于金屬型鑄造、砂型鑄造等重力鑄造,也不同于高壓高速充型壓力鑄造。純金屬液體填充提高了鋁鑄件的純度。因為熔渣一般浮在熔融金屬外表,坩堝下部的熔融金屬經過提液管填充鋁鑄件件,徹底避免了熔渣進入型腔的可能性。在鋁合金的低壓鑄造進程中,熔融金屬的填充是安穩的,這減少或避免了填充進程中熔融金屬的攪動、沖擊和飛濺,然后減少了氧化渣的構成。無錫鋁鑄件制造