�l(f��)؛���c(di��n)�����Kʡ�o�a��
�l(f��)���r(sh��)�g��2024-10-31

�c���y(t��ng)��ɰ���T��������ȣ�����ɰ��3D��ӡ�C(j��)ȡ���˂��y(t��ng)����ģ�����͡���о��ˇ����ˇ�y�Ƚ��ͣ������g(sh��)���˵Ĺ�ˇˮƽ��ه�����˘O��ؽ��͡�����ɰ��3D��ӡ�C(j��)���Դ�ӡ�����(f��)�s��ɰ�ͺ�ɰо��������O(sh��)Ӌ(j��)���ɡ���?y��n)�ֱ�Ӵ�ӡɰ�ͺ�ɰо�������T�����ژO��s�̣��O(sh��)���c�ˆT�ɱ�Ҳ�����˺ܶࡣ���Ͼ��Ǟ�����B��ɰ���T��3D��ӡ�����P(gu��n)��(n��i)�ݣ���������˽����3D��ӡ�C(j��)�r(ji��)��͑�(y��ng)�÷�����Ո(li��n)ϵ�o�a3D��ӡ�S��--�o�a�f(xi��)�T������������˾���o�a�f(xi��)�T������������˾�������ṩ���I(y��)�Ľ����T������������ԁ����ԃ���o�a�����T������

����(j��)���ҽy(t��ng)Ӌ(j��)�ֽ�(j��ng)��(j��)�\(y��n)�Д�(sh��)��(j��)��ȫ�ИI(y��)���I�I(y��)��(w��)����1855�|Ԫ��ͬ�����L11.7%���c�C(j��)���T���ИI(y��)�P(gu��n)(li��n)�^�����܇����(n��i)ȼ�C(j��)�����̙C(j��)е���Ñ��ИI(y��)�̶��Y�a(ch��n)Ͷ�Y�ž���ؓ(f��)���L���M(j��n)���ڷ��棬һ���ȿ��w�ʬF(xi��n)���Ƚ���������(w��n)�\(y��n)�С���څ�ݡ��C(j��)���T����Ʒ�M(j��n)���ڿ��~���60.5�|��Ԫ��ͬ���½�1.13%���C(j��)���T���ИI(y��)���w�ʬF(xi��n)����λ�Љ��\(y��n)�С���B(t��i)�����Ј�����ή�s�����YƷ�Ƹ�����Ҫ�سɱ��������B�m(x��)��λ�\(y��n)�еȶ��ز������ص�Ӱ푣��ИI(y��)��I(y��)�\(y��n)���|(zh��)���½�����(j��ng)�I���y�ӄ������τ������㡣�M���҇��C(j��)���T�����a(ch��n)�I(y��)һֱ������������(chu��ng)�£����Džs�c�l(f��)�_(d��)����ij���a(ch��n)�I(y��)������h(yu��n)�������������Ʒ�Ƶď�(qi��ng)�݁��u�����������҇��C(j��)���T���a(ch��n)�I(y��)�ă�(n��i)�n��������҇��C(j��)���T���a(ch��n)�I(y��)Ҫ���ڇ����Ј�վ��(w��n)�_������횏Įa(ch��n)Ʒ�|(zh��)�����¹��o�a�F�T��������ɫ�����T�������x�o�a�f(xi��)�T���ܡ�

��(d��o)���T���̼��������(bi��o)��(zh��n)�ľ����P(gu��n)�I�Ўׂ�(g��)���棺4,���T���ĝ�עϵ�y(t��ng)�O(sh��)���Н�ע�����O(sh��)Ӌ(j��)���������������a(ch��n)��̼��T䓼��r(sh��)���T䓼��a(ch��n)Ʒ�ĺ�̼���ͣ�����T���ĝ�ע���ͷ�ʽ�O(sh��)Ӌ(j��)���������t�T��ģ�ӟ�ֽ�a(ch��n)����̼�U(ku��)ɢ���T����ȥ�ęC(j��)��������ɝB̼����̼�F(xi��n)��İl(f��)����5,��ģճ�ӄ��x������һ�nj�ճ�ӄ��IJ����|(zh��)���ɷֺ���δ��Ҫ�����˺�̼���ߵ�ճ�ӄ����������xճ�ӄ���ճ���������ɰ�ģ�M��ճ�ӕr(sh��)�����z���������˝�ע�^����ճ�ӄ���ֽ�a(ch��n)��ĺ�̼�������������T䓼��ĝB̼�C(j��)�ʡ�6,�T��ģ�ӵ�Ϳ�όӼ���עɰ���е���ɰ���Բ������T�������a(ch��n)��ע�^���У�ģ�Ӽ�ģ�ӽM��ճ�ӄ�������ע�Һ�M(j��n)��ģ�ӟ�ֽ�r(sh��)�ğ�ֽ�a(ch��n)�����Ѹ���ų���ע��ǻ������(chu��ng)����B̼���e̼�IJ������r�c�l������
���P��T���������(g��)ԭ����ʲô��Ԕ��(x��)��B�˲��P��T������P(gu��n)�I���ʣ�僌������ܕ����ؓ(f��)���������ɰ�����ܲ�]�����r(sh��)���ų�����ǻ��(n��i)�U����s�|(zh��)���ڳ��͉����®a(ch��n)����ס���ע���ٶ��^�������]�г�������ڱ���ʹֱ������¶�����M(j��n)�՚��У����M(j��n)���|(zh��)���a(ch��n)���˔y������ס��⻯�ֽ����ĩģ������ɵĴ����U����s�|(zh��)�]�����r(sh��)���ų����T�͡���ĩ��僌Ӹ�ɰ��僌Ӹ�ɰ����Ƿ�ѣ���Һ�B(t��i)�X�Ͻ�ĸߜذ����£��ѽ�������Ě������M(j��n)���T�F���Ǯa(ch��n)������P(gu��n)�I���ʡ�ֱ�����c���ڱ��B��̎����ע�wϵ���g�ܷ���Ƿ�ѣ�������ֱ�����c���ڱ�(li��n)���ܷ���Ƿ�ѣ��@�N��r�����ò�Ŭ��ԭ��������ԏጡ����ڲ�Ҏ(gu��)���ĝ�ע�����O(sh��)Ӌ(j��)�����ٲ���Һ�������ٶȱ���ĩ�⻯���͏U��ጷ��ٶȴ��ٲ���Һ���ٴΚ⻯���a(ch��n)���˃�(n��i)���ڟ��ķֽ����ס������T�������x�o�a�f(xi��)�T������������˾���Ñ�����ه֮�x���gӭ���ā��Ŷ��

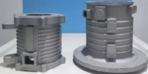
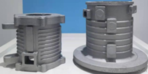
���P��T���ǫ@ȡ���γߴ��T�F�������^�̵Ľy(t��ng)�Q���^���y(t��ng)ʽɰ���T��ӹ���ˇ�������T��S�õ��T�F�����γߴ硢��ӹ⻬���^�ߡ�����ڑ�(y��ng)�ò��P��T���r(sh��)����(y��ng)��(d��ng)������Щ�����أ��T�F�r(sh��)Ҫ����ע��Ć��}������ʾ��1�����˱��ⲻ�P��T���l(f��)�����F�����_�ڼӹ���ˇ�ϲ�ȡһ������Ч��ʩ�⣬��(w��)��ʹ��ں��^�������Y�ϱ�������(d��ng)���P䓡��T�F���~�Ͻ����T�F���ĺ�ȳ��^15���וr(sh��)�����ԅ��ձ�1.1-32��Ҏ(gu��)����2�����ڽ��ٲ�����о����о�ğo�ԣ����P��T���T�F�����T��Aб�ȑ�(y��ng)��(d��ng)��ɰ���T������T��Aб���Դ�ͨ����30%-40%��3�����P��T����(n��i)���̓�(n��i)�߰�ı���ͨ�����B�Y(ji��)��ڵ�0.5-0.6����Ȼ���(n��i)��(�߹�)�������������B��̎���ڰl(f��)���ѿp��4�����ڽ��ٲ������ş��ԏ�(qi��ng)�����P��T��ĺ��Ҫ��ɰ���T����T�F����һ�c(di��n)�����N�����T���X�Ͻ𡢲���γߴ���T�ڱ��o�a�f(xi��)�T������������˾�������ṩ���I(y��)�Ľ����T�������뷨�IJ�Ҫ�e(cu��)�^Ŷ���o�a�X�T������
�o�a�f(xi��)�T������������˾��һ�Ҍ��I(y��)�ṩ�����T���Ĺ�˾���gӭ���Ͽ͑��늣��o�a�����T������
�����T���nj��Π�ӛ���Ͻ�ˮ�������T����c���ͬ�ӵ�ĥ�ߣ��������������a(ch��n)���쾫�ܙC(j��)е�ӹ����T�췽������ɰ���T�졢�طN�T�졢�����T�졢v���T�졢�����T��ȡ����@����T��������Ҫ�����a(ch��n)�ӹ���Ҳ�SҪ��O�ٔ�(sh��)���a(ch��n)�ӹ��Ϳ��ԑ�(y��ng)�á�һ���T�����T�Ŀ���X���T���ù��������T����T�췽�������{������r�°�Һ�w�Ľ��ٲ���һ�^�ߵ��������䵽�T�쌍(sh��)�wģ���С��ڹ��������Ĺ�Ч�������Y(ji��)��һ���T���ԭ���϶���������ã������Y(ji��)����r��׃�������T���һ���T�죬�Ƕ��N��һ�ӵ��T�췽�������Ǿ����T���Ҏ(gu��)����Щ�������Ը���(qi��ng)�������T�����佻�e(cu��)��Ҏ(gu��)��С����(y��ng)�Õr(sh��)���������ܺã��܉��ڱ�Ȼˮƽ�����˝M������ͨ�ԺͲ��M�����������(bi��o)��(zh��n)��һ��ضȞ�715~740�档�����T����❲�T����څ��ߣ����P䓰徫���T��ض��^��ͣ�һ����680~735�档�o�a�����T������
������̶��Ԓ��Ո?ji��n)څ^(q��)̖�������"-"�� ��֙C(j��)̖�������ˈ�(b��o)�r(ji��)�����M(f��i)���ն���֪ͨ