瑞典鐳射主軸對準儀廠家
使用HOJOLO鐳射主軸對準測試儀(ASHOOTER系列)進行軸對中操作的**流程可分為五步閉環法,結合其智能化功能(如3D動態視圖、自動補償算法),可大幅提升效率與精度。以下是基于官方操作指南和實際案例的分步解析:一、操作前準備:構建基準環境安全與清潔停機并切斷動力源,懸掛“禁止合閘”警示牌。用無水乙醇擦拭軸及聯軸器法蘭,去除油污、銹跡,確保激光反射面清潔。若設備為熱態運行(如高溫泵),需提前輸入材料膨脹系數(如鋼:11×10??/℃),啟用熱膨脹補償算法。設備檢查與工具準備檢查激光發射器、接收單元、顯示終端外觀無損壞,電纜接口匹配。準備磁性支架、堅固鏈條、卷尺等工具。對于軸徑φ30-150mm的設備,使用標準夾爪(鎖緊力≥80N?m)固定傳感器。 ASHOOTER工業級激光測距儀教程。瑞典鐳射主軸對準儀廠家
特殊場景處理大直徑法蘭AS500通過專項優化算法,可識別3米直徑法蘭的平行度誤差,配合多角度測量(0°、90°、180°、270°)消除加工誤差影響。半遮擋環境啟用激光反射模式,即使法蘭部分被遮擋,仍可通過反射光束完成全周數據采集,無需反復調整設備位置。通過上述步驟,昆山漢吉龍激光對中儀可在30分鐘內完成傳統方法需數小時的對中任務,精度較百分表提升100倍,同時實現“幾何精度-溫度場-振動特征”的多維度驗證,***降低設備故障率搜狐網。實際操作中建議結合儀器手冊及本地化技術支持(如昆山漢吉龍4小時響應服務),以充分發揮設備效能搜狐網。工業鐳射主軸對準儀多少錢激光測距儀工業用途?

漢吉龍鐳射對準儀器校準狀態激光發射器與接收器的垂直度、同軸度未校準(出廠或長期使用后),會導致原始測量基準偏差。例如:激光束與軸系不平行時,每米距離可能產生的系統誤差。傳感器零點漂移(如CCD接收器老化)會導致靜態數據偏移,需定期用校準靶驗證(建議每季度1次)。硬件配置缺陷支架剛性不足:V型支架或夾具材質單薄(如塑料支架),在長跨距測量時(>3m)易發生撓度變形,導致激光光路下垂(偏差與跨距平方成正比)。激光性能衰減:激光管老化導致功率下降或光束發散角增大(正常發散角應≤),長距離測量時光斑變大,降低定位精度。無線傳輸穩定性:藍牙/無線模塊信號弱或受干擾時,數據傳輸延遲或丟包,導致實時測量偏差(建議傳輸距離≤8m,無遮擋)。
使用前的檢查與預處理:排除環境干擾隱患每次使用前的檢查能提前發現環境因素導致的潛在問題,避免測量誤差。機械部件檢查檢查支架、夾具、磁性底座等機械結構:確保無變形、銹蝕或松動(溫度劇烈變化可能導致金屬部件應力變形,潮濕環境可能生銹)。若發現支架輕微變形,需用校準塊驗證其直線度,變形嚴重時需更換。檢查連接接口(如數據線插頭、電源接口):***接口處的灰塵、油污(環境中的粉塵可能導致接觸不良),必要時用無水酒精棉片擦拭。光學部件清潔激光發射器和接收器的鏡頭表面是**敏感部件,需用**光學鏡頭紙(或麂皮布)輕擦,去除灰塵、指紋(灰塵會散射激光,導致光斑定位誤差;指紋中的油脂會吸附更多雜質)。禁止用普通紙巾、酒精或水直接擦拭,避免劃傷鏡頭鍍膜或導致鏡片起霧(尤其在低溫環境下,鏡頭遇冷凝結水汽時,需先將儀器在常溫下靜置30分鐘,待水汽自然蒸發后再使用)。電子元件預熱在低溫環境(<15℃)使用時,需提前開機預熱10~15分鐘,讓激光二極管、CCD傳感器等電子元件達到熱穩定狀態(低溫會導致電子元件性能漂移,預熱可減少初始測量誤差)。 AS工業激光測距儀哪個牌子好?

調試昆山漢吉龍鐳射主軸對準儀,一般需要用到以下工具:基礎清潔與防護工具無水乙醇和擦拭布:用于清潔軸及聯軸器法蘭表面,去除油污、銹跡等雜質,確保測量單元安裝面的清潔,為精確測量創造條件。防護手套:在清潔和操作過程中佩戴,防止手部受傷或污染設備,尤其在高溫或有尖銳部件的環境中使用。安裝與固定工具磁性支架或鏈條夾具:用于將測量單元(激光發射器和接收器)固定在被測軸上。磁性支架適用于有磁性表面的軸,安裝便捷;鏈條夾具則通用性較強,能牢固地將測量單元固定在不同材質和形狀的軸上。扳手:在使用鏈條夾具等需要緊固螺絲的安裝過程中,用扳手來擰緊螺絲,保證測量單元安裝牢固,防止測量時出現位移影響精度。卷尺或卡尺:用于測量軸的直徑、兩測量單元之間的距離等尺寸參數,以便在儀器操作界面中準確輸入,確保測量計算的準確性。水平調整工具水平儀:幫助調整測量單元的水平狀態,使激光發射器和接收器處于水平位置,避免因傾斜導致的測量誤差。部分昆山漢吉龍鐳射主軸對準儀自帶數字傾角儀,可更精細地進行水平校準。其他輔助工具遮光罩:在強光環境下測量時,用于遮擋外界光線,避免強光直射影響激光光斑的識別和測量精度。 漢吉龍 ASHOOTER鐳射主軸對準儀怎么用 ?瑞典鐳射主軸對準儀廠家
SYNERGYS鐳射激光和普通激光的區別?瑞典鐳射主軸對準儀廠家
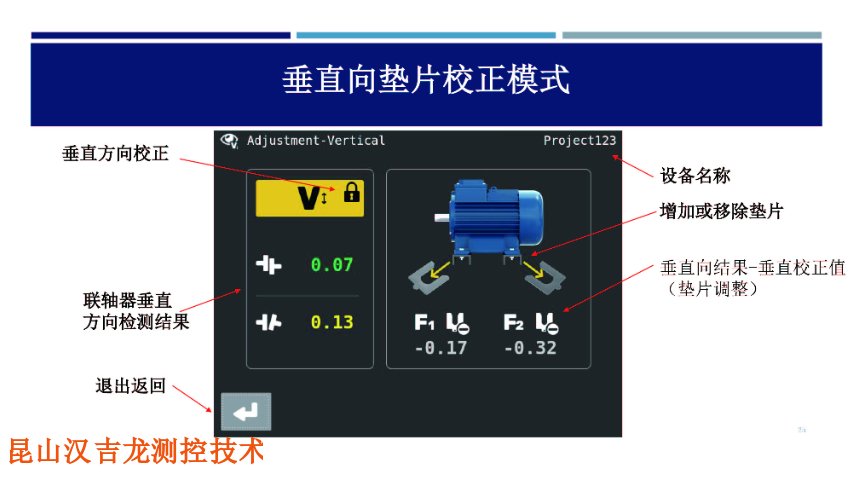
昆山漢吉龍鐳射主軸對準儀的操作流程主要包括操作前準備、設備安裝、測量操作、結果分析與調整以及報告記錄等步驟,具體如下:操作前準備:熟悉設備:仔細閱讀產品手冊,了解儀器的功能和操作步驟。檢查設備:查看儀器外觀是否有損壞,確保激光發射器、主機等部件正常。準備工具:準備好磁性支架、堅固鏈條、測量單元、顯示單元、卷尺等工具。安全措施:停機并切斷動力源,懸掛“禁止合閘”警示牌,用無水乙醇擦拭軸及聯軸器法蘭,去除油污、銹跡。若設備為熱態運行,需輸入材料膨脹系數,啟用熱膨脹補償算法。設備安裝:安裝測量單元:使用磁性支架將帶有M標記的測量單元緊固在可移動機器的一端,帶有S標記的測量單元安裝在固定機器的一端。連接顯示單元:將測量單元通過電纜連接到顯示單元,確保電纜上的標識與顯示單元接口的標識相對應。調整水平:利用測量單元上的水平儀找平,調整兩個測量單元上的小水平儀的氣泡到中心位置。測量操作:輸入數據:開機后,根據顯示屏的提示輸入機器的尺寸,包括兩個測量單元之間的距離、測量單元與地腳螺栓之間的距離等。進行測量:將軸轉動到9點鐘方向、3點鐘方向、12點鐘方向的位置,觀察激光光束是否有相對偏移。
瑞典鐳射主軸對準儀廠家
- ASHOOTER無線激光對中儀供應商 2025-12-16
- 法國對中儀服務公司 2025-12-16
- 漢吉龍激光聯軸器對中儀找正方法 2025-12-16
- 傻瓜式快速對中校正儀演示 2025-12-16
- CCD激光聯軸器對中儀保修 2025-12-16
- 漢吉龍軸對中校準測量儀操作步驟 2025-12-16
- 設備對中儀服務維修 2025-12-15
- CCD對中儀服務使用方法圖解 2025-12-15
- 漢吉龍測控聯軸器振動紅外對中儀技術參數 2025-12-15
- 傻瓜式對中儀調試 2025-12-15
- 如皋挑選線路板PCB廠家供應 2025-12-16
- 遼寧游離氯分析 2025-12-16
- 甌北襯氟蝶閥型號 2025-12-16
- 安徽電子行業高低溫濕熱試驗箱 2025-12-16
- 廣州膠體界面微電泳儀品牌 2025-12-16
- 推薦污水流量計銷售廠家 2025-12-16
- 嘉定區空氣瓶答疑解惑 2025-12-16
- 貴州扭矩傳感器類型 2025-12-16
- 遠距離工業激光雷達應用方案 2025-12-16
- 馬鞍山調頻雷達物位計 2025-12-16