電機振動激光對中儀貼牌
對中偏差與振動頻率的關聯性校驗系統內置的振動分析模塊(ICP/IEPE加速度傳感器,頻響)可同步采集軸承座振動信號,通過FFT變換生成頻譜圖,與激光測量的對中偏差進行交叉驗證:若激光顯示“角度偏差”,且振動頻譜中2倍轉頻幅值***升高(如>,遠超ISO10816-3標準),則可確診為“軸系不對中”,需優先調整;若激光對中合格(偏差<),但振動頻譜出現高頻沖擊信號(>5kHz),則提示“軸承早期磨損”,避免誤判為對中問題。某石化企業的離心壓縮機運維中,AS500通過該邏輯發現:激光測量顯示對中合格,但振動頻譜中2倍轉頻仍超標,進一步檢查發現聯軸器彈性體老化導致“隱性不對中”,及時更換配件后振動值從。精密機床振動激光對中儀 減少機床振動,提升加工精度。電機振動激光對中儀貼牌

漢吉龍AS振動激光對中儀在長距離軸系振動校準方面表現出色,其精度不受影響,主要得益于以下技術特點:高精度的激光測量系統:AS振動激光對中儀采用635-670nm半導體激光發射器,符合CLASSⅡ級安全標準,搭配30mm視場的高分辨率CCD探測器,像素高達1280×960,測量精度可達±。這種高精度的激光測量系統能夠在長距離測量中準確捕捉軸系的偏差信息,為精確校準提供了基礎。先進的誤差補償機制:儀器內置高精度數字傾角儀,精度達°,可實時修正設備因安裝不水平或外界因素干擾導致的傾斜誤差。同時,結合溫度傳感器,精度為±℃,能自動補償設備運行中因熱脹冷縮產生的尺寸變化。通過這些誤差補償機制,確保了在-20℃-50℃的寬泛環境溫度區間內,以及長距離測量時,都能穩定輸出高精度測量結果。抗干擾能力強:AS振動激光對中儀具備IP54防護等級,抗油污、粉塵,能適應各種復雜的工業環境。其振動干擾補償技術可有效抵消外界振動對測量的影響,即使在長距離軸系振動校準過程中,也能保證測量數據的準確性和可靠性。高效的數據分析與處理:該儀器的振動分析模塊配備ICP/IEPE磁吸式加速度計,靈敏度高達100mV/g,擁有,可同步精細采集振動速度、加速度及CREST因子等關鍵參數。 工業振動激光對中儀保養AS500雙激光振動對中儀 雙重驗證振動數據,對中精度加倍。
智能診斷:精細識別故障根源基于采集到的海量數據,SYNERGYS預警儀內置的智能診斷系統發揮關鍵作用。通過先進的快速傅里葉變換(FFT)算法,將振動時域信號轉換為頻譜圖,從而精細識別振動源特性。當激光對中測量顯示軸系存在角度偏差時,若振動頻譜中2倍轉頻幅值***升高(如超過ISO10816-3標準規定的),系統即可快速判定為軸系不對中導致的振動異常;若1倍轉頻占比超70%,則大概率存在不平衡問題;而高頻振動(>1kHz)明顯時,需警惕軸承早期磨損或潤滑不良等狀況。在某鋼鐵廠的風機維護中,SYNERGYS預警儀通過激光對中發現軸系存在,同時振動頻譜中的2倍轉頻幅值高達,系統迅速將故障鎖定為軸系不對中,為維修人員明確了維修方向,避免了盲目排查帶來的時間浪費。
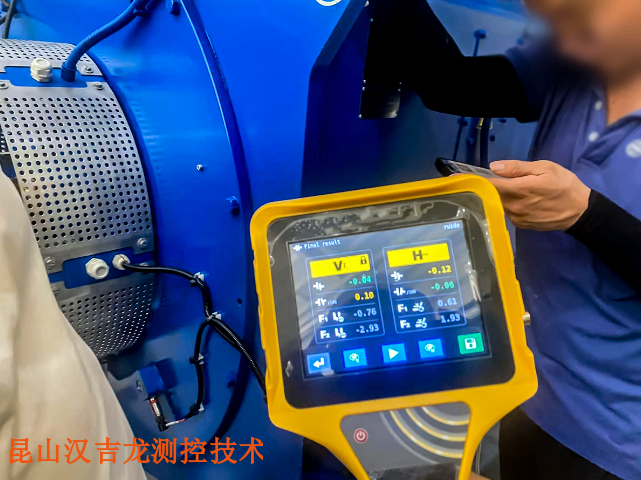
操作便捷性搜狐網:三步法對中模式:采用“尺寸-測量-結果”的三步法對中模式,結合無線藍牙數字傳感器與,無需復雜培訓即可快速完成軸對中。自動模式下,系統智能匹配比較好測量方案,效率提升70%以上。可視化引導:3D動態視圖實時顯示對中狀態,顏色指示(綠/黃/紅)角度偏差是否達標,支持右/左三維視圖翻轉。水平調整時提供實時墊片計算,垂直校正時自動生成調整量建議,減少人為誤差。環境適應性搜狐網:具有IP54防護等級的外殼(ABS塑料),抗油污、粉塵,鋰離子電池續航8小時,傳感器單元內置數字傾角儀(°精度),適應高空、狹小空間作業,特別適合風電、石化等復雜工況。應用場景:適用于電機與泵、風機、壓縮機等各類旋轉設備的軸系連接安裝與日常維護,以及數控機床主軸校準、高精度部件加工等精細設備的振動校準工作。在能源、化工、制造、電力等對設備穩定性要求高的行業應用***。 漢吉龍AS振動激光對中儀支持哪些數據導出格式?
SYNERGYS全局對中基準統一與動態優化流水線設備常因安裝基面沉降、溫度梯度差異形成“隱性基準偏差”,傳統單設備校準難以根除整體振動。AS對中儀通過以下技術實現全局基準統一:激光跟蹤基準線:在流水線首尾設備間建立高精度激光基準軸(直線度誤差≤),以此為基準測量所有中間設備的軸系偏移量,避免傳統“逐臺校準”導致的基準累積誤差。溫度場適配算法:針對流水線不同區域的溫度差異(如靠近加熱爐的設備環境溫度達60℃,而末端設備*25℃),自動調用分段熱膨脹系數(鋼材質20-50℃區間α=11×10??/℃,50-80℃區間α=13×10??/℃),確保熱態下全局對中精度。動態校準順序規劃:基于振動頻譜分析識別“關鍵振動源”(如某臺電機2倍轉頻振動幅值達,遠超ISO標準的限值),系統自動生成“先**設備、后關聯設備”的校準順序,優先降低強振動源的影響。 振動激光對中高溫型 耐受設備高溫輻射,振動校準不失效。電機振動激光對中儀貼牌
漢吉龍SYNERGYS振動激光對中一鍵校準儀 簡化操作流程,振動校準一鍵完成。電機振動激光對中儀貼牌
漢吉龍AS振動激光對中儀的操作流程主要包括操作前準備、設備安裝與連接、測量與數據采集、調整設備以及結果驗證與報告生成等步驟,具體如下:操作前準備工具與儀器配置:準備好漢吉龍AS振動激光對中儀、尼龍鏈條夾具、不銹鋼墊片、扭矩扳手等工具。環境與設備狀態確認:確保設備已停機并切斷動力源,懸掛“禁止合閘”警示牌,設置半徑2米的警示區域。用無水乙醇擦拭軸及聯軸器法蘭,確保無油污、銹跡。記錄環境溫度,若設備為熱態運行,需啟用熱膨脹補償算法,輸入材料膨脹系數。設備安裝與連接固定測量單元:將標有“S”的激光發射器固定在基準設備端,標有“M”的激光接收器固定在待調整端,根據軸徑選用合適的磁性夾具、鏈條或V型支架,確保安裝穩固且激光路徑無遮擋。調整夾具水平:通過內置電子傾角儀校準,若傾角過大,需在夾具底部添加銅墊片。光路對齊:啟動激光單元,手動微調三腳架高度或夾具角度,使M接收光斑位于窗口中心。設備連接:使用電纜或藍牙連接顯示單元與測量單元,確保接口標識匹配。開機后選擇“水平軸對中”或“垂直軸對中”模式,輸**軸器跨距、地腳間距等參數。 電機振動激光對中儀貼牌
- ASHOOTER無線激光對中儀供應商 2025-12-16
- 漢吉龍激光聯軸器對中儀找正方法 2025-12-16
- 設備對中儀服務維修 2025-12-15
- CCD對中儀服務使用方法圖解 2025-12-15
- 漢吉龍測控聯軸器振動紅外對中儀技術參數 2025-12-15
- 傻瓜式對中儀調試 2025-12-15
- HOJOLO聯軸器不對中測量儀電話 2025-12-15
- 愛司設備安裝對心校準儀怎么用 2025-12-15
- 教學對中儀服務電話 2025-12-15
- S和M對中儀現狀 2025-12-15
- 徐州綜合鹽霧腐蝕試驗箱利潤高嗎 2025-12-16
- 海安智能廢氣處理設備廠家直銷 2025-12-16
- 上海礦用磁致伸縮位移傳感器廠商 2025-12-16
- 合肥高分辨率3D數碼顯微鏡偏光觀察方式 2025-12-16
- 重慶標準GRACO供料系統工廠直銷 2025-12-16
- 廣東智能自動金相切割機怎么更換砂輪 2025-12-16
- 紹興車速傳感器直銷價格 2025-12-16
- 在線傳感器服務價格 2025-12-16
- 新疆可編程控制搖床廠家 2025-12-16
- 金山區質量傳感器圖片 2025-12-16