原裝進口鐳射主軸對準儀怎么樣
漢吉龍激光軸對中儀在工業領域應用***,**場景包括:旋轉機械安裝維護:如電機與泵、風機、減速機的軸系對中,減少振動和軸承磨損,提升設備壽命。能源行業:風電齒輪箱與發電機、火電機組汽輪機與發電機、水電水輪機主軸的高精度對準,保障機組穩定運行。石化與化工:壓縮機、反應釜攪拌軸、管道泵等設備的軸系校準,適應高溫、腐蝕性等復雜工況。冶金與重型機械:軋機、連鑄機、破碎機的主軸與傳動系統對中,確保生產精度和效率。軌道交通與汽車制造:列車牽引電機與變速箱、汽車發動機與變速箱的裝配對中,降低運行故障。精密制造:機床主軸與導軌、航空航天設備傳動軸的校準,保障加工和運行精度。ASHOOTER激光對中監控系統 聯軸器激光追蹤儀。原裝進口鐳射主軸對準儀怎么樣
調試昆山漢吉龍鐳射主軸對準儀時,確保水平儀準確性可通過以下步驟:工具校準:使用經計量認證的標準校準塊或專業設備,定期對水平儀進行校準,確認其零位誤差在允許范圍內(如≤0.02mm/m)。安裝檢查:將水平儀平穩放置在測量單元的水平基準面上,確保接觸面清潔無雜物,避免因放置歪斜導致讀數偏差。雙向驗證:將水平儀旋轉180°后再次放置在同一基準面,若兩次讀數一致或偏差在誤差范圍內,說明水平儀狀態正常。環境規避:遠離振動源、強磁場和溫度劇烈變化區域,防止外部環境干擾水平儀傳感元件的穩定性。AS500鐳射主軸對準儀技術參數SYNERGYS 鐳射光和激光的區別?

典型案例:智能功能協同應用某船舶推進系統對中優化:多維度診斷:AS500檢測到軸偏差(平行不對中),同時紅外熱像顯示齒輪箱軸承溫度68℃(正常≤55℃),振動頻譜1X幅值超標3倍。動態補償調整:啟用熱膨脹補償(運行溫度70℃,鋼膨脹系數11×10??/℃),系統建議冷態預調整墊片厚度。預測性維護:數據接入船舶管理系統后,AI模型預測齒輪箱潤滑油壽命剩余200小時,同步觸發換油工單。結果驗證:調整后復測偏差,軸承溫度降至48℃,振動幅值恢復正常,避免了潛在的齒輪箱失效風險。六、技術優勢與行業價值精度與效率雙提升:較傳統百分表法精度提升100倍,操作時間縮短70%。某石化廠案例中,單臺設備對中時間從8小時降至。維護成本***降低:通過預測性維護減少非計劃停機,某化工廠年節省維護費用超50萬元。設備綜合效率(OEE)平均提升6%-12%。數字化轉型支撐:數據可追溯性助力企業實現“設備健康數字化”,某汽車廠通過歷史數據分析優化工藝參數,產品不良率下降。總結HOJOLO鐳射主軸對準測試儀的智能化功能突破了傳統工具的局限性,通過多維度數據融合、動態算法補償、智能交互設計三大**技術,實現了從“被動維修”到“主動預防”的范式轉變。
安裝與校準測量單元安裝將帶有“M”標記的測量單元(發射端)固定在可移動設備(如電機),“S”標記的接收端安裝在基準設備(如減速機),確保夾具與軸體貼合緊密,間隙小于規定值。使用磁吸式夾具時,需通過側面水平氣泡校準垂直度;若用鏈條固定,需分2-3次旋緊調節螺母,保持鏈條張力20-30N?m,確保軸體可手動轉動。水平調整觀察測量單元上的水平儀,微調支架使氣泡居中。AS500等型號可通過內置數字傾角儀自動校準,精度達±°。連接與初始化通過無線或有線方式連接測量單元與主機,AS500支持無線傳輸,擺脫線纜束縛搜狐網。開機后,在7英寸觸摸屏輸入設備參數(如法蘭直徑、軸間距),系統將自動計算測量基準。 有哪些因素會影響鐳射主軸對準測試儀的測量精度?

HOJOLO鐳射主軸對準測試儀(ASHOOTER系列)與其他主流品牌激光對中儀相比,在功能集成度、測量精度、操作便捷性和成本效益等方面展現出***差異化優勢,尤其適合需要全維度設備健康管理的工業場景。以下從**技術指標、應用場景和用戶價值三個層面展開對比分析:一、**技術指標對比1.功能集成度:從單一校準到多維診斷的跨越HOJOLOASHOOTER系列**四合一功能集成:激光對中(±)、振動分析(FFT頻譜+機械聽診)、紅外熱成像(FLIRLepton160×120像素)、熱膨脹補償。例如,AS500型號可同步采集軸偏差、振動頻譜()和溫度場數據,構建“幾何精度-振動特征-溫度分布”三維證據鏈,提**-6個月預警軸承過熱、電機繞組短路等隱患。對比競品:PRUFTECHNIK:以高精度振動分析見長(如VibroCheck系列),但激光對**能需額外模塊支持,且無熱成像功能。Easy-Laser:專注基礎對中(如E700支持五步測量法),缺乏振動診斷和熱像儀集成。SKFTKSA系列:無線操作便捷(如TKSA51支持移動設備控制),但功能局限于對中本身,需搭配其他設備實現預測性維護。 鐳射主軸對準儀適用于哪些方面?ASHOOTER鐳射主軸對準儀調試
介紹-下HOJOLO鐳射主軸對準測試儀的價格和售后服務?原裝進口鐳射主軸對準儀怎么樣
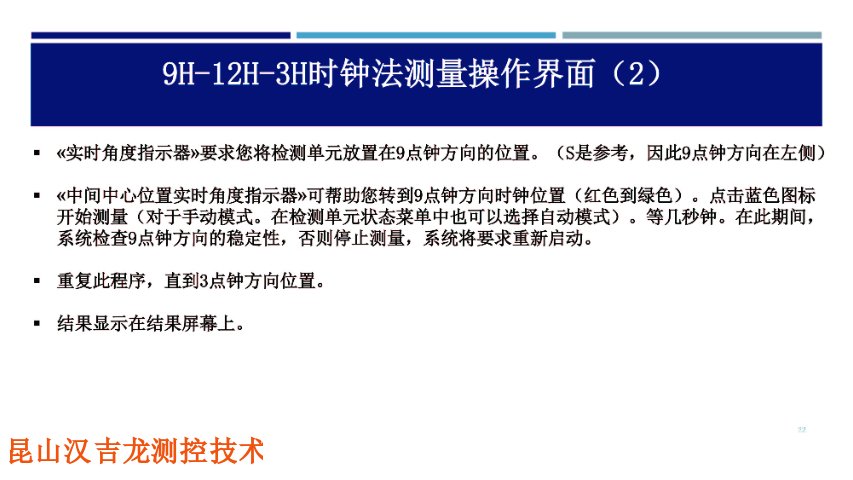
昆山漢吉龍鐳射主軸對準儀可按以下步驟調試:操作前準備:仔細閱讀產品手冊,熟悉設備功能和操作步驟。檢查設備外觀有無損壞,確保激光發射器、接收器、主機等部件正常。準備好磁性支架、堅固鏈條等工具。停機并切斷動力源,懸掛“禁止合閘”警示牌,用無水乙醇擦拭軸及聯軸器法蘭,去除油污、銹跡。若設備為熱態運行,需輸入材料膨脹系數,啟用熱膨脹補償算法。設備安裝:使用磁性支架將帶有“M”標記的測量單元緊固在可移動機器的一端,帶有“S”標記的測量單元安裝在固定機器的一端。將測量單元通過電纜連接到顯示單元,確保電纜標識與顯示單元接口標識對應。利用測量單元上的水平儀找平,調整兩個測量單元上的小水平儀的氣泡到中心位置。測量操作:開機后,根據顯示屏提示輸入機器的尺寸,包括兩個測量單元之間的距離、測量單元與地腳螺栓之間的距離等。將軸轉動到9點鐘、3點鐘、12點鐘方向的位置,觀察激光光束是否有相對偏移,按照屏幕上的圖形化操作指引進行測量,儀器會自動采集數據。結果分析與調整:根據測量結果和顯示單元的建議進行機器調整,水平調整時可參考儀器自動計算的墊片厚度,垂直校正時按生成的調整量建議操作。重復檢查:調整后,再次進行測量。 原裝進口鐳射主軸對準儀怎么樣
- 租用快速對中校正儀保養 2026-06-11
- 電機激光對中服務連接 2026-06-11
- 基礎款快速對中校正儀視頻 2026-06-11
- 10米軸對中校準測量儀演示 2026-06-11
- CCD泵軸熱補償對中儀維修 2026-06-11
- ASHOOTER便攜同心度檢測儀調試 2026-06-11
- 基礎款聯軸器不對中測量儀廠家排名 2026-06-11
- 三合一快速對中校正儀找正方法 2026-06-11
- AS500百分表對中儀裝置 2026-06-11
- 無線振動激光對中儀找正方法 2026-06-11
- 上海國產在線密度計聯系方式 2026-06-11
- 雨花臺區火星熄滅消音器以客為尊 2026-06-11
- 西湖區流量計國產品牌 2026-06-11
- 江蘇進口閥批發 2026-06-11
- 寧波全光譜燈具 2026-06-11
- 寧夏液態鏡頭技術點評 2026-06-11
- 遼寧醫用噴霧干燥器聯系方式 2026-06-11
- 遼寧大型儲能電站可編程能量控制器一般多少錢 2026-06-11
- 氣相色譜分析方法 2026-06-11
- 江蘇國產微差壓表 2026-06-11