MARPOSS
在變速箱墊片選擇與裝配(選墊機)方面,高速變速箱的裝配過程通常需要確定和驗證裝配用的墊片適用與否,以防止變速箱運轉過程中可能導致的噪音或工作異常。墊片選擇及裝配的工藝主要用于調整錐形軸承之間的預緊力或調整嚙合齒輪之間的齒隙。當涉及到電氣化變速箱(減速機)時,選墊機方案將面對新的挑戰和要求。此時集成化/定制化的測量方案將變得至關重要。Marposs非接觸式檢測方案,使用激光掃描傳感器或共焦技術來測量產品的各種外觀特征,如倒角尺寸和側面輪廊等。無論定子是哪種型號,Marposs都可以提供多種產品和應用,以滿足整個制造鏈的過程控制。MARPOSS
檢測設備
實際上,在進行量產階段自動檢測方面,馬波斯能夠提供有效的動力電池包的泄漏檢測方案。在進行動力電池包泄漏檢測的過程中,馬波斯能夠提供不同的泄漏檢測方法,幫助客戶檢查電池托盤、電池框以及電池上蓋的質量。與此同時,馬波斯還能在生產線EOL階段檢測電池包成品的密封性。馬波斯能夠提供的動力電池包的泄漏檢測方案包括以下方面,一方面,馬波斯能夠提供自動機器人氦氣嗅探方案和維修工位手動氦氣嗅探設備,另一方面,馬波斯可提供累積室氦氣整體檢測方案,并且利用空氣法檢測冷卻回路的氣密性。河北動力電池檢測設備局部放電測試功能由E.D.C.集成在一套完整的產品系列中,單一設備可集成所有不同的電性能和功能測試選項。
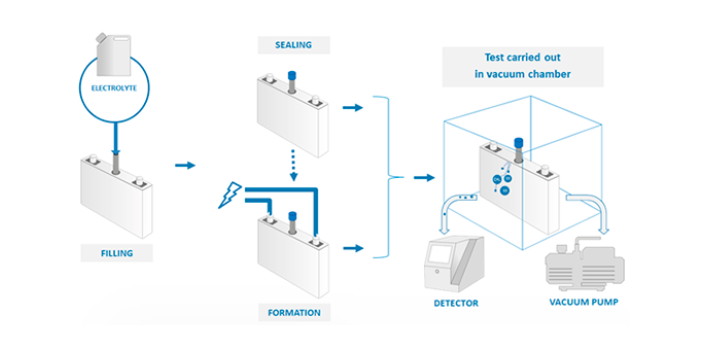
MARPOSS提供電池生產過程中所有階段的泄漏測試和漏點探測解決方案,單個電芯的真空箱氦檢,電池包組件(如冷卻管&冷卻板)的氦氣泄漏和漏點探測解決方案,在組裝完成后,通過壓降法/流量法或示蹤氣體測試法,對大體積模組、電池包和外殼(包括電氣元件)進行泄漏測試。在進行電池托盤,蓋板和電池包的泄漏測試的過程中,安裝完成的電池模組裝到電池外殼內,并檢測泄漏(漏率在10-3scc/s范圍內)。當采用水/乙醇混合物作為冷卻劑時泄漏率在10-3scc/s范圍內,而采用氣體作為冷卻劑時泄漏率在10-5scc/s范圍內。
玻璃容器加工尺寸控制的方法:加工尺寸控制包括:?總高度?垂直度?嘴平行度?外徑,或長/短邊,以及瓶身的對角線?頸部外徑?各種表面處理的許多不同參數(例如直徑、高度、半徑、角度……)這些尺寸控制可以通過go-no-go通止規在生產線附近實現,也可以在實驗室使用手動量規或半自動/自動計量系統在樣件上進行。但使用通止規進行尺寸控制會有一些問題:它不提供定量信息,而且依賴于操作員的技能。持續使用通止規成本高昂,因為每件產品都需要一套**的通止規,這些硬規需要日常管理并定期重新校準。此外,這種方法不可能收集所有測量數據并進行統計分析以改進加工工藝和過程。渦流探測(EC)是一系列無損技術(NDT),用于檢查被測組件的表面質量和材料特性。

MARPOSS累積室中的氦氣對電池PACK進行泄漏測試,該技術在此漏率范圍內取得了非常好的測試結果,并且方案簡單可靠。通過空氣泄漏測試方法(壓降法或質量流量法)檢查組裝好的冷卻回路。檢測泄漏精度高達10-4SCC/sec該方法不受待測產品和環境溫度影響適用于大體積和外殼會變形的產品的測試測試節拍可優化,不受密封邊長短的影響按照客戶的規格要求定制方案或通用化的解決方案結構堅固。另外,全自動方案或手動上料方案、高可靠性低、使用成本檢測泄漏、精度高達10-4SCC/sec都是該測試的優勢。電動機的完整質量控制包括絕緣試驗,以驗證裝配操作沒有損害絕緣的完美狀態以及一系列功能試驗。局部放電檢測
局部放電絕緣測試是一種更復雜的技術,對外部電磁干擾不敏感,因此更適合在生產環境中使用。MARPOSS
Optoflash測量系統特別易于使用:開放式的裝載區域,符合人機工程學原理的尾架系統,可方便地夾緊待測工件。基于觸屏顯示器的軟件用戶界面—可為用戶提供良好的操作體驗。Optoflash可以實現一鍵操作啟動測量循環,同時,智能聯結帶有7個USB集成端口,可方便地連接打印機、二維碼掃碼器、工廠網絡系統或其它外部存儲器等。Optoflash的顯示器可設置在一個活動自如的臂架之上,可安裝于測量裝置的任意一側。Optoflash測量系統配備了馬波斯的軟件用戶界面。MARPOSS
- 河北2D 測量傳感器解決方案 2025-12-20
- 吉林馬波斯傳感器原理 2025-12-20
- 吉林光譜共焦視覺檢測傳感器解決方案 2025-12-20
- 山西Marposs 傳感器品牌 2025-12-20
- 內蒙古非接觸式傳感器價格 2025-12-20
- 浙江光譜共焦視覺檢測傳感器技術 2025-12-20
- 上海點光譜共焦傳感器精度 2025-12-20
- 福建點光譜共焦傳感器原理 2025-12-20
- 山西馬波斯傳感器測量速度 2025-12-20
- 安徽點光譜共焦傳感器精度 2025-12-20
- 湖北自適應浮動角磨機生產 2025-12-21
- 國產大型數控車床大小 2025-12-21
- 茂名304儲罐報價 2025-12-21
- 成都別墅全屋設計價格多少 2025-12-21
- 湖南金屬QPQ工序 2025-12-21
- 上海常見回流比控制柜銷售廠家 2025-12-21
- 無齒輪電主軸 臥式加工中心批量加工效率 2025-12-21
- 遼寧賓館洗衣機定制 2025-12-21
- 襯套非標 2025-12-21
- 廣東超聲波探傷機供應商 2025-12-21