徐州直銷注塑模具價格合理
順序閥注塑:利用可控澆口優化填充,提升熔體流動穩定性并消除熔接痕。復合注塑:結合片材與注塑件實現多層結構,提高制品的綜合性能。嵌件注塑:通過包覆金屬件提升功能集成,實現制品的輕量化和小型化。雙色注塑:采用多物料分步成型增強產品美觀與性能,滿足消費者對產品外觀和功能的多樣化需求。智能化與自動化:隨著工業4.0和智能制造的推進,注塑成型設備正朝著智能化、自動化方向發展。通過集成傳感器、控制系統和數據分析技術,實現生產過程的實時監控和優化調整,提高生產效率和產品質量。注射:將熔融的塑料通過螺桿或柱塞注入到預先設計好的模具中。徐州直銷注塑模具價格合理
S136 | 48-52 | 耐腐蝕塑料(如PVC) | 100萬+ | 抗銹能力突出 |四、應用領域消費電子:手機殼、遙控器、連接器等。汽車工業:內飾件、儀表板、燈罩等。醫療設備:一次性注射器、血液透析部件等。包裝行業:塑料瓶蓋、食品容器等。建筑領域:PVC管、電線槽等。玩具制造:積木、動作人偶等。五、未來趨勢智能化:內嵌傳感器實時監測壓力、溫度,AI預測維護節點。3D打印:隨形冷卻水路提升效率50%,交付周期縮短70%。綠色制造:適配生物降解塑料(如***、PHA),推動可持續發展。徐州直銷注塑模具價格合理線切割與EDM加工:處理細微結構及深槽窄縫。
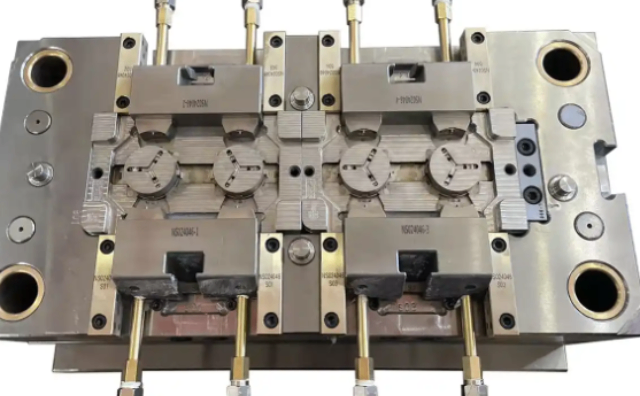
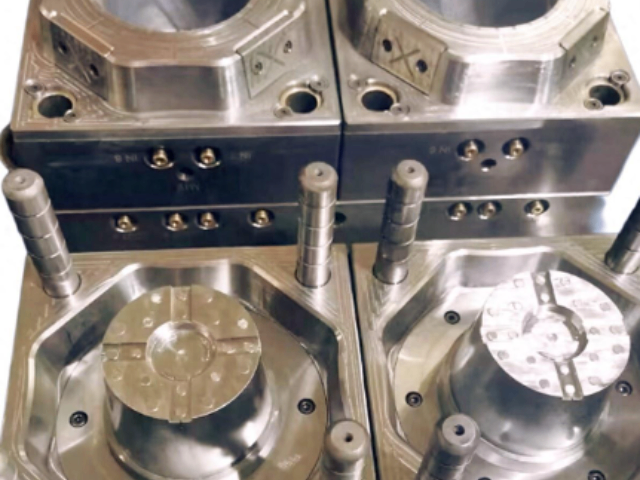
據此對模具質量進行評估、打分,望不斷提高模具質量;確保模具能正常投入生產,并生產出合格質量的膠件,滿足產品設計的要求。一、模具材料1、模胚各板材所用鋼質不低于1050鋼。(相當于日本***鋼)2、 胚司、邊釘、回釘、中托司、中托邊所用材料表面硬度不低于HRC60。3、 啤ABS、HIPS料前模及前模鑲件,用超級P20鋼材(如718、M238等)。后模用一般P20鋼材(如MUP、M202等),后模鑲件用1050~1055鋼或材質更好的鋼材。4、啤PC、POM、PE等腐蝕性材料前后模及其鑲件均需用420鋼材(如S136、M300、M310等)。
4、 模具底板應開合格的頂棍孔,孔位置應符合頂出平衡要求。5、 模具頂針板應裝復位彈簧,合模時,前模板應先接觸回針,否則模具應先安裝復位機構(有行位結構的另行要求)。6、行位結構。a、 行位運動應暢順,接觸面應開油槽。b、 行位上應安裝使行位彈出作用之彈簧,并安裝限位裝置。c、 在高度方向運動之哈夫塊共推出高度不能超過導滑槽長度的2/5。7、頂出機構。a、 頂針設置應使膠件脫模時不產生長久變形、頂白、不影響塑膠件外觀。b、頂針機構應保證靈活、可靠、不發生錯誤動作。冷卻系統設計:合理的冷卻系統設計可以提高生產效率和產品質量。
注塑時間要遠遠低于冷卻時間,大約為冷卻時間的1/10~1/15,這個規律可以作為預測塑件全部成型時間的依據。在作模流分析時,只有當熔體完全是由螺桿旋轉推動注滿型腔的情況下,分析結果中的注塑時間才等于工藝條件中設定的注塑時間。如果在型腔充滿前發生螺桿的保壓切換,那么分析結果將大于工藝條件的設定。⒊注塑溫度注塑溫度是影響注塑壓力的重要因素。注塑機料筒有5~6個加熱段,每種原料都有其合適的加工溫度(詳細的加工溫度可以參閱材料供應商提供的數據)。消費電子:手機殼、遙控器、連接器等。江陰自動注塑模具保養
后處理:對成品進行必要的后處理,如修邊、噴涂等。徐州直銷注塑模具價格合理
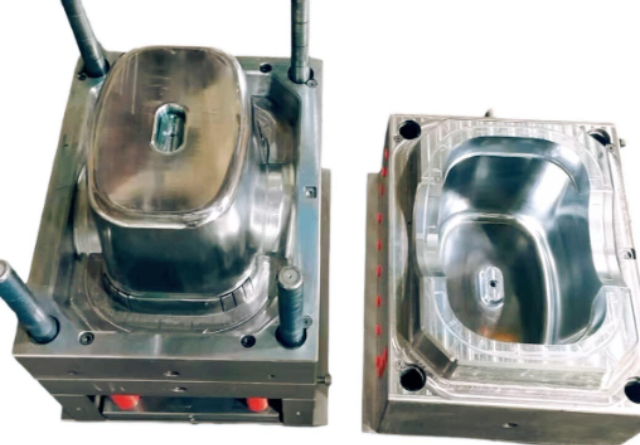
7水口殘余物A、膠件水口位置及殘余物在裝配時無干涉現象。B、水口位無膠屎花,無頂針位膠片潛入水。C、膠件裝配后的外觀面無水口痕跡。8蛇紋A、膠件裝配后的外觀面無蛇紋。B、內部件或裝配后的非外觀面在不能改善的情況下允許有蛇紋。9尖、薄膠件除琴鍵類等膠件允許有特別設計的尖、薄膠位外,其它膠件無尖、薄膠位。1、 表面高光。a、 高光表面要平整,有鏡面效果;b、 前模面的非外觀面及內部件允許表面有輕微的加工痕跡。c、高光表面不允許有劃痕、銹跡、斑點等缺陷。2、 表面飾紋(EDM或曬紋)。a、紋路符合設計要求,紋路要均勻且側面與表面一致。徐州直銷注塑模具價格合理
無錫珺偉精密模具有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在江蘇省等地區的機械及行業設備中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同珺偉供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 惠山區自動壓鑄模具銷售方法 2026-06-11
- 濱湖區供應壓鑄模具廠家供應 2026-06-11
- 江蘇比較好的沖壓模具推薦廠家 2026-06-11
- 常州供應壓鑄模具廠家供應 2026-06-11
- 惠山區銷售沖壓模具維保 2026-06-11
- 常州直銷沖壓模具銷售方法 2026-06-11
- 徐州直銷沖壓模具價格合理 2026-06-11
- 惠山區本地壓鑄模具銷售方法 2026-06-11
- 濱湖區環保注塑模具報價 2026-06-11
- 錫山區自動壓鑄模具廠家現貨 2026-06-11
- 大型中空旋轉平臺供應商 2026-06-11
- 什么5G第三方檢驗檢測機構賣價 2026-06-11
- 泰安三葉羅茨真空泵批發 2026-06-11
- 湖南塑料去毛刺機 2026-06-11
- 福州汽車焊接清槍器定制 2026-06-11
- 上海螺柱焊機哪家好 2026-06-11
- 天津什么是智能家具 2026-06-11
- 紹興國產氫燃料電池用膠條檢測設備推薦廠家 2026-06-11
- LOGO燈檢測設備價格 2026-06-11
- 吉林板式液壓閥 2026-06-11