濱湖區(qū)環(huán)保注塑模具報(bào)價(jià)
表面處理與驗(yàn)證拋光紋理:鏡面拋光(#10000-#15000目)用于透明件,曬紋實(shí)現(xiàn)皮紋質(zhì)感。試模打樣:檢驗(yàn)產(chǎn)品尺寸、外觀及脫模順暢性,不合格則修模直至達(dá)標(biāo)。三、材料選擇| 材料型號(hào) | 硬度(HRC) | 適用場(chǎng)景 | 壽命(模次) | **優(yōu)勢(shì) ||P20|30-35|普通塑膠件(如ABS、PP)|30萬(wàn)-50萬(wàn)|成本低、易加工||718H|35-40|增強(qiáng)塑料(如PA+GF)|50萬(wàn)-80萬(wàn)|耐磨性提升||NAK80|40-42|透明件(如PC、PMMA)|50萬(wàn)-100萬(wàn)|鏡面拋光效果佳|| H13 | 48-52 | 高溫塑料(如PEEK) | 80萬(wàn)-120萬(wàn) | 耐熱疲勞性強(qiáng) |模具結(jié)構(gòu):需考慮產(chǎn)品的形狀、尺寸和復(fù)雜性,以確保模具的可制造性和維護(hù)性。濱湖區(qū)環(huán)保注塑模具報(bào)價(jià)
它通過(guò)將塑料顆粒加熱融化后,注入到模具中,待其冷卻固化后形成所需的塑料制品。注塑工藝具有高效率、高精度和適合大規(guī)模生產(chǎn)的特點(diǎn),廣泛應(yīng)用于汽車(chē)、電子、家電、醫(yī)療器械等多個(gè)領(lǐng)域。注塑的基本步驟包括:塑料顆粒的加熱:將塑料顆粒放入注塑機(jī)的料斗中,通過(guò)加熱器將其加熱至熔融狀態(tài)。注射:將熔融的塑料通過(guò)螺桿或柱塞注入到預(yù)先設(shè)計(jì)好的模具中。冷卻:在模具中,塑料冷卻并固化,形成所需的形狀。脫模:打開(kāi)模具,將成品取出。江陰直銷(xiāo)注塑模具價(jià)格合理3D打印:隨形冷卻水路提升效率50%,交付周期縮短70%。
3拖白A、膠件有火花紋或曬紋側(cè)面允許有輕微拖白,并能用研磨膏加工消除。B、膠件的外觀在***側(cè)面無(wú)拖白。4變形A、較大型底殼支承腳不平度小于0.3mm。B、KEY支架不平度小于0.5mm。C、膠件變形在啤塑后應(yīng)用機(jī)架調(diào)整控制。D、除上述幾條外,膠件無(wú)變形。5氣紋A、對(duì)PE、PA、PVC、PC等膠料的膠件,水口位允許有輕微氣紋。氣紋不突出水口3.0mm。B、對(duì)公仔類(lèi)壁厚較厚且不均勻的膠件,水口位及雕刻凸出位允許有輕微氣紋。C、除上述兩條外,膠件表面無(wú)氣紋。6黃氣A、較大型且入水在中間的底殼;水口附近允許有輕微黃氣,黃氣程度應(yīng)不影響膠件本色,只輕微改變顏色深度。B、除上述情況外膠件無(wú)黃氣。
注塑模具驗(yàn)收標(biāo)準(zhǔn)是評(píng)估模具質(zhì)量的技術(shù)規(guī)范,主要從模具結(jié)構(gòu)、膠件質(zhì)量及注塑成型工藝三方面進(jìn)行綜合評(píng)價(jià),以確保模具生產(chǎn)的穩(wěn)定性與產(chǎn)品符合設(shè)計(jì)要求。該標(biāo)準(zhǔn)對(duì)材料選用、結(jié)構(gòu)設(shè)計(jì)及工藝參數(shù)提出了明確的技術(shù)要求,重點(diǎn)關(guān)注模胚鋼材硬度、冷卻系統(tǒng)設(shè)計(jì)、頂出機(jī)構(gòu)精度等關(guān)鍵技術(shù)指標(biāo),其基本要求包括模具的結(jié)構(gòu)、尺寸、精度等應(yīng)與設(shè)計(jì)圖紙相符,模具材質(zhì)應(yīng)符合設(shè)計(jì)規(guī)定并具備足夠的強(qiáng)度、硬度和耐磨性,同時(shí)模具的結(jié)構(gòu)設(shè)計(jì)應(yīng)符合安全標(biāo)準(zhǔn) [1]。標(biāo)準(zhǔn)實(shí)施涵蓋模具結(jié)構(gòu)功能性驗(yàn)證、膠件尺寸公差控制及注塑工藝穩(wěn)定性檢測(cè)三個(gè)維度,具體包括銘牌標(biāo)識(shí)規(guī)范性核查、通用要求(如模架表面檢查)、安全保護(hù)(如安裝鎖模塊)、冷卻系統(tǒng)試水試驗(yàn)及澆注系統(tǒng)一致性等**驗(yàn)收環(huán)節(jié) [1]。通過(guò)系統(tǒng)性技術(shù)指標(biāo)控制,確保模具具備可靠的生產(chǎn)穩(wěn)定性和工藝重復(fù)性。模具設(shè)計(jì):構(gòu)建五大系統(tǒng)(型腔型芯、澆注系統(tǒng)、頂出系統(tǒng)、冷卻系統(tǒng)、排氣系統(tǒng))。
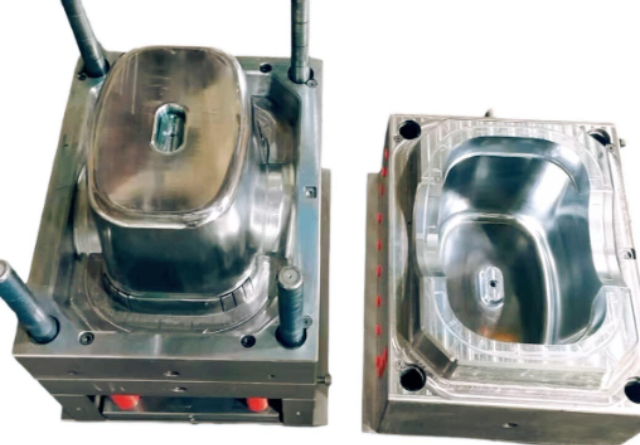
主要包括由凹模組合基板、凹模組件和凹模組合卡板組成的具有可變型腔的凹模,由凸模組合基板、凸模組件、凸模組合卡板、型腔截?cái)嘟M件和側(cè)截組合板組成的具有可變型芯的凸模。為了改進(jìn)塑料的性能,還要在聚合物中添加各種輔助材料,如填料、增塑劑、潤(rùn)滑劑、穩(wěn)定劑、著色劑等,才能成為性能良好的塑料。1、合成樹(shù)脂是塑料的**主要成分,其在塑料中的含量一般在40%~100%。由于含量大,而且樹(shù)脂的性質(zhì)常常決定了塑料的性質(zhì),所以人們常把樹(shù)脂看成是塑料的同義詞。例如把聚氯乙烯樹(shù)脂與聚氯乙烯塑料、酚醛樹(shù)脂與酚醛塑料混為一談。其實(shí)樹(shù)脂與塑料是兩個(gè)不同的概念。樹(shù)脂是一種未加工的原始聚合物,它不僅用于制造塑料,而且還是涂料、膠粘劑以及合成纖維的原料。而塑料除了極少一部分含100%的樹(shù)脂外,絕大多數(shù)的塑料,除了主要組分樹(shù)脂外,還需要加入其他物質(zhì)。多腔模具:可以同時(shí)生產(chǎn)多個(gè)相同的產(chǎn)品,提高生產(chǎn)效率,適合大批量生產(chǎn)。濱湖區(qū)銷(xiāo)售注塑模具保養(yǎng)
線切割與EDM加工:處理細(xì)微結(jié)構(gòu)及深槽窄縫。濱湖區(qū)環(huán)保注塑模具報(bào)價(jià)
4、 模具底板應(yīng)開(kāi)合格的頂棍孔,孔位置應(yīng)符合頂出平衡要求。5、 模具頂針板應(yīng)裝復(fù)位彈簧,合模時(shí),前模板應(yīng)先接觸回針,否則模具應(yīng)先安裝復(fù)位機(jī)構(gòu)(有行位結(jié)構(gòu)的另行要求)。6、行位結(jié)構(gòu)。a、 行位運(yùn)動(dòng)應(yīng)暢順,接觸面應(yīng)開(kāi)油槽。b、 行位上應(yīng)安裝使行位彈出作用之彈簧,并安裝限位裝置。c、 在高度方向運(yùn)動(dòng)之哈夫塊共推出高度不能超過(guò)導(dǎo)滑槽長(zhǎng)度的2/5。7、頂出機(jī)構(gòu)。a、 頂針設(shè)置應(yīng)使膠件脫模時(shí)不產(chǎn)生長(zhǎng)久變形、頂白、不影響塑膠件外觀。b、頂針機(jī)構(gòu)應(yīng)保證靈活、可靠、不發(fā)生錯(cuò)誤動(dòng)作。濱湖區(qū)環(huán)保注塑模具報(bào)價(jià)
無(wú)錫珺偉精密模具有限公司是一家有著雄厚實(shí)力背景、信譽(yù)可靠、勵(lì)精圖治、展望未來(lái)、有夢(mèng)想有目標(biāo),有組織有體系的公司,堅(jiān)持于帶領(lǐng)員工在未來(lái)的道路上大放光明,攜手共畫(huà)藍(lán)圖,在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備行業(yè)中積累了大批忠誠(chéng)的客戶(hù)粉絲源,也收獲了良好的用戶(hù)口碑,為公司的發(fā)展奠定的良好的行業(yè)基礎(chǔ),也希望未來(lái)公司能成為*****,努力為行業(yè)領(lǐng)域的發(fā)展奉獻(xiàn)出自己的一份力量,我們相信精益求精的工作態(tài)度和不斷的完善創(chuàng)新理念以及自強(qiáng)不息,斗志昂揚(yáng)的的企業(yè)精神將**珺偉供應(yīng)和您一起攜手步入輝煌,共創(chuàng)佳績(jī),一直以來(lái),公司貫徹執(zhí)行科學(xué)管理、創(chuàng)新發(fā)展、誠(chéng)實(shí)守信的方針,員工精誠(chéng)努力,協(xié)同奮取,以品質(zhì)、服務(wù)來(lái)贏得市場(chǎng),我們一直在路上!
- 惠山區(qū)自動(dòng)壓鑄模具銷(xiāo)售方法 2026-06-11
- 濱湖區(qū)供應(yīng)壓鑄模具廠家供應(yīng) 2026-06-11
- 江蘇比較好的沖壓模具推薦廠家 2026-06-11
- 常州供應(yīng)壓鑄模具廠家供應(yīng) 2026-06-11
- 惠山區(qū)銷(xiāo)售沖壓模具維保 2026-06-11
- 常州直銷(xiāo)沖壓模具銷(xiāo)售方法 2026-06-11
- 徐州直銷(xiāo)沖壓模具價(jià)格合理 2026-06-11
- 惠山區(qū)本地壓鑄模具銷(xiāo)售方法 2026-06-11
- 濱湖區(qū)環(huán)保注塑模具報(bào)價(jià) 2026-06-11
- 錫山區(qū)自動(dòng)壓鑄模具廠家現(xiàn)貨 2026-06-11
- 大型中空旋轉(zhuǎn)平臺(tái)供應(yīng)商 2026-06-11
- 什么5G第三方檢驗(yàn)檢測(cè)機(jī)構(gòu)賣(mài)價(jià) 2026-06-11
- 泰安三葉羅茨真空泵批發(fā) 2026-06-11
- 湖南塑料去毛刺機(jī) 2026-06-11
- 福州汽車(chē)焊接清槍器定制 2026-06-11
- 上海螺柱焊機(jī)哪家好 2026-06-11
- 天津什么是智能家具 2026-06-11
- 紹興國(guó)產(chǎn)氫燃料電池用膠條檢測(cè)設(shè)備推薦廠家 2026-06-11
- LOGO燈檢測(cè)設(shè)備價(jià)格 2026-06-11
- 吉林板式液壓閥 2026-06-11