錫山區供應壓鑄模具價格合理
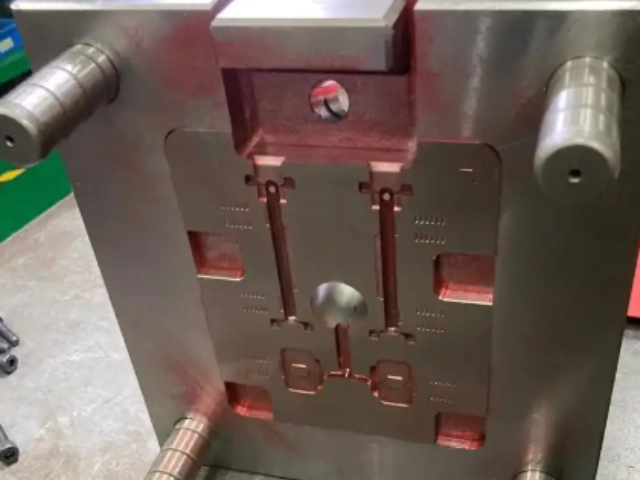
壓鑄模具的維護與保養定期檢查壓鑄機大杠受力誤差:必要時進行調整,確保模具安裝精度。安裝模具前徹底擦凈機器安裝面和模具安裝面:檢查所用頂桿長度是否適當,所有頂棒長度是否等長,所用頂棒數量應不少于四個,并放在規定的頂棒孔內。壓板和壓板螺栓應有足夠的強度和精度:避免在使用中松動,壓板數量應足夠多,比較好四面壓緊,每面不少于兩處。大型模具應有模具托架:避免在使用中模具下沉錯位或墜落。冷卻水管和安裝應保證密封:防止漏水影響模具和鑄件質量。壓鑄通常用于鋁、鋅、鎂等輕金屬的鑄造,廣泛應用于汽車、電子、機械等行業。錫山區供應壓鑄模具價格合理
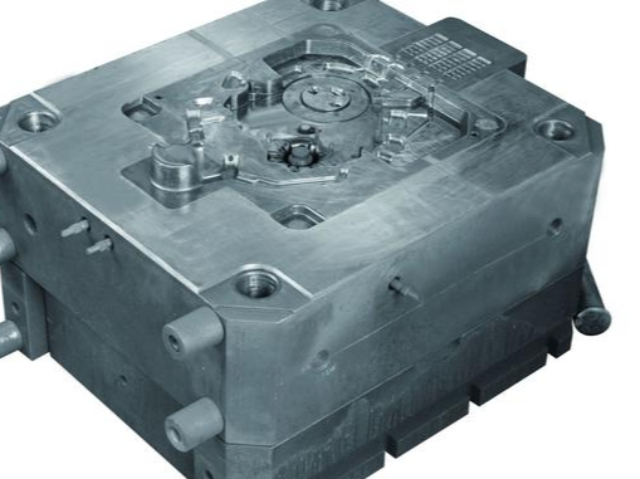
4.增加或縮短合模時間5.增加拔模角6.增加頂出銷7.檢查模具是否有錯位、變形8.檢查合金成分3).氣孔:原因:1.空氣夾雜在熔湯中2.氣體的來源:熔解時、在料管中、在模具中、離型劑改善方法:1.適當的慢速2.檢查流道轉彎是否圓滑,截面積是否漸減3.檢查逃氣道面積是否夠大,是否有被阻塞,位置是否位於***充填的地方4.檢查離型劑是否噴太多,模溫是否太低5.使用真空4).空蝕:原因:因壓力突然減小,使熔湯中的氣體忽然膨脹,沖擊模具,造成模具損傷改善方法:流道截面積勿急遽變化江蘇本地壓鑄模具推薦廠家壓鑄模具的設計和制造對產品的質量、生產效率和成本有著重要影響。
制定正確的壓鑄工藝,壓鑄工正確熟練的操作和高質量的模具維修,對提高生產效率,保證壓鑄件質量,降低廢品率,減少模具故障,延長模具壽命致關重要。制定正確的壓鑄工藝壓鑄工藝是一個壓鑄工廠技術水平的體現,他能把壓鑄機特性、模具特性、鑄件特性、壓鑄合金特性等生產要素正確的結合起來,以比較低的成本,生產滿足客戶要求的壓鑄產品。因此,必須重視壓鑄工藝工程師的選拔和培訓。壓鑄工藝工程師是壓鑄生產現場技術總負責人,除制定正確的壓鑄工藝,根據生產要素變化及時修訂壓鑄工藝外,還負責對模具安裝調整工、壓鑄操作工、模具維修工的培訓和提高。
④模具的強度限制著壓射比壓的比較大限度;⑤影響操作的效率;⑥控制和調節壓鑄過程的熱平衡;⑦鑄件取出時的質量(如變形等);⑧模具成形表面的質量既影響鑄件質量,又影響涂料噴涂周期,更影響取出鑄件的難易程度。 [2]由此可見;鑄件的形狀和精度、表面要求和內部質量、生產操作的順利程度等方面,常常是與壓鑄模的設計質量和制造質量有直接關系的。更重要的是模具設計并制造好以后,可以再修改的程度就不大了,上述的作用與鑄件質量的關系也就相對地固定了。這就是模具的設計和制造一定要建立在與壓鑄工藝要求相適應的基礎上的緣故。定期檢查壓鑄機大杠受力誤差:必要時進行調整,確保模具安裝精度。
7).波紋:原因:***層熔湯在表面急遽冷卻,第二層熔湯流過未能將***層熔解,卻又有足夠的融合,造成組織不同改善方法:1.改善充填模式2.縮短充填時間8).流動不良產生的孔:原因:熔湯流動太慢、或是太冷、或是充填模式不良,因此在凝固的金屬接合處有孔改善方法:1.同改善冷紋方法2.檢查熔湯溫度是否穩定3.檢查模具溫充是否穩定9).在分模面的孔:原因:可能是縮孔或是氣孔改善方法:1.若是縮孔,減小澆口厚度或是溢流井進口厚度2.冷卻澆口壓鑄是一種金屬鑄造工藝,主要用于生產復雜形狀的金屬零件。惠山區比較好的壓鑄模具廠家電話
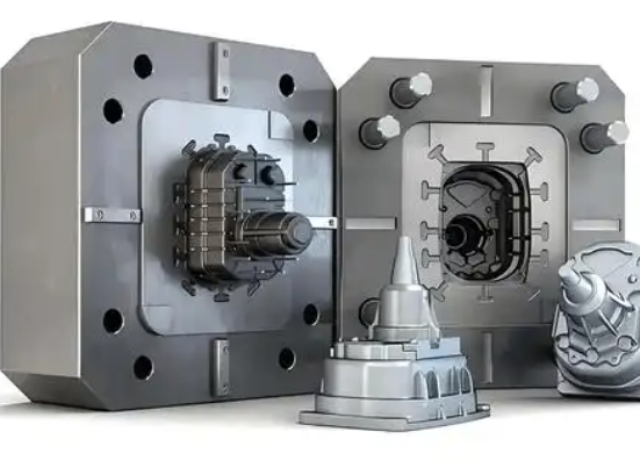
澆口系統:用于輸送熔融金屬至模腔內,通常由澆口、澆道和跑道等組成,保證金屬能夠均勻地充滿整個模腔。錫山區供應壓鑄模具價格合理
2、表面改性技術表面熱擴滲技術這一類型中包括有滲碳、滲氮、滲硼以及碳氮共滲、硫碳氮共滲等。滲碳和碳氮共滲滲碳工藝應用于冷、熱作和塑料模具表面強化中,都能提高模具壽命。如3Cr2W8V鋼制的壓鑄模具,先滲碳、再經1140~1150℃淬火,550℃回火兩次,表面硬度可達HRC56~61,使壓鑄有色金屬及其合金的模具壽命提高1.8~3.0倍。進行滲碳處理時,主要的工藝方法有固體粉末滲碳、氣體滲碳、以及真空滲碳、離子滲碳和在滲碳氣氛中加入氮元素形成的碳氮共滲等。其中,真空滲碳和離子滲碳則是近20年來發展起來的技術,該技術具有滲速快、滲層均勻、碳濃度梯度平緩以及工件變形小等特點,將會在模具表面尤其是精密模具表面處理中發揮越來越重要的作用錫山區供應壓鑄模具價格合理
無錫珺偉精密模具有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的機械及行業設備中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來珺偉供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 惠山區自動壓鑄模具銷售方法 2026-06-11
- 濱湖區供應壓鑄模具廠家供應 2026-06-11
- 江蘇比較好的沖壓模具推薦廠家 2026-06-11
- 常州供應壓鑄模具廠家供應 2026-06-11
- 惠山區銷售沖壓模具維保 2026-06-11
- 常州直銷沖壓模具銷售方法 2026-06-11
- 徐州直銷沖壓模具價格合理 2026-06-11
- 惠山區本地壓鑄模具銷售方法 2026-06-11
- 濱湖區環保注塑模具報價 2026-06-11
- 錫山區自動壓鑄模具廠家現貨 2026-06-11
- 浙江附近壓力容器制造設備價格 2026-06-11
- 江蘇大型掃地機設備 2026-06-11
- 購買蝕刻機修理 2026-06-11
- 靜安區直銷攪拌器 2026-06-11
- 蘇州便宜的加藥裝置銷售電話 2026-06-11
- 耀舜寵物西林瓶灌裝機真空灌裝機 2026-06-11
- 福建直銷7kW家用交流充電樁價格多少 2026-06-11
- 大型中空旋轉平臺供應商 2026-06-11
- 什么5G第三方檢驗檢測機構賣價 2026-06-11
- 消防止回閥壓力范圍 2026-06-11