江蘇自動注塑模具保養
注塑成型制品常見缺陷分類注塑成型加工過程中所用的塑料原料多種多樣,模具設計的種類和形式也是五花八門,另外,操作工人對于特定注塑機的熟悉程度以及工人之間的操作技能,實踐經驗的差異也各不相同,同時,客觀環境(如環境溫度、濕度、空氣潔凈程度)也會隨著季節變化而不同,這些客觀和主觀條件共同決定了注塑成型制品缺陷的產生。一般來說,對于塑料制品性能優劣的評價主要有三個方面:***、外觀質量,包括完整性、顏色、光澤;注射:將熔融的塑料通過螺桿或柱塞注入到預先設計好的模具中。江蘇自動注塑模具保養
汽車領域:用于制造汽車保險杠、儀表盤、車門內飾板、座椅等部件。電子領域:用于制造手機外殼、電腦鍵盤、鼠標、連接器等部件。家電領域:用于制造電視機外殼、洗衣機桶體、冰箱門封條等部件。醫療領域:用于制造一次性注射器、輸液器、手術器械等部件。包裝領域:用于制造塑料瓶、瓶蓋、包裝盒等部件。六、發展趨勢隨著科技的進步和市場需求的變化,注塑成型技術也在不斷發展創新。氣輔注塑:通過注入高壓惰性氣體形成中空結構,以消除縮痕、節省材料并提升產品性能。無錫本地注塑模具廠家供應玩具制造:積木、動作人偶等。
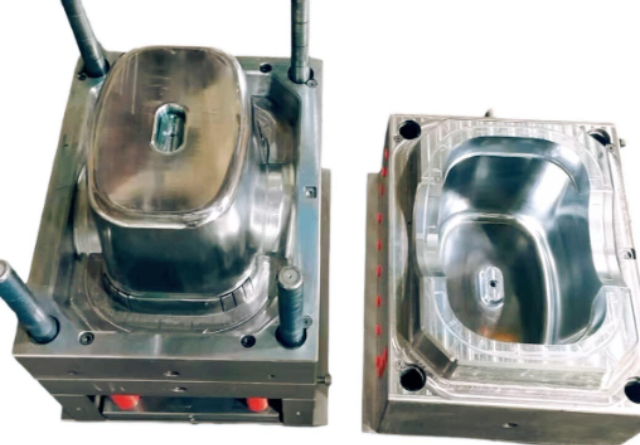
塑膠模具是一種用于壓塑、擠塑、注射、吹塑和低發泡成型的組合式模具的簡稱。2024年中國模具產值3633億元人民幣,支撐了36萬億元的產品成形制造,出口總額超過87億美元。其產品廣泛應用于汽車、電子、家電、醫療、航空航天等多個領域 [5] [9] [11]。模具凸、凹模及輔助成型系統的協調變化,可以加工出不同形狀、不同尺寸的一系列塑件。現代模具工業中,模具日趨大型化,精度將越來越高,多功能復合模具進一步發展,熱流道、氣體輔助注塑成型模具在塑料模具中的比例逐步增長,模具標準件應用更加***。模具CAD/CAM技術得到了較快推廣應用,熱流道技術在我國應用率不足20%,氣體輔助注射成型技術已比較成熟 [1]。2025年,業界取得了多項能大幅縮短冷卻時間、提高冷卻效率的塑膠模具冷卻裝置** [3-4]。
影響熔體填充壓力的因素很多,概括起來有3類:⑴材料因素,如塑料的類型、粘度等;⑵結構性因素,如澆注系統的類型、數目和位置,模具的型腔形狀以及制品的厚度等;⑶成型的工藝要素。⒉注塑時間這里所說的注塑時間是指塑料熔體充滿型腔所需要的時間,不包括模具開、合等輔助時間。盡管注塑時間很短,對于成型周期的影響也很小,但是注塑時間的調整對于澆口、流道和型腔的壓力控制有著很大作用。合理的注塑時間有助于熔體理想填充,而且對于提高制品的表面質量以及減小尺寸公差有著非常重要的意義。CNC數控加工:去除鋼材余量,雕刻模具雛形。
據此對模具質量進行評估、打分,望不斷提高模具質量;確保模具能正常投入生產,并生產出合格質量的膠件,滿足產品設計的要求。一、模具材料1、模胚各板材所用鋼質不低于1050鋼。(相當于日本***鋼)2、 胚司、邊釘、回釘、中托司、中托邊所用材料表面硬度不低于HRC60。3、 啤ABS、HIPS料前模及前模鑲件,用超級P20鋼材(如718、M238等)。后模用一般P20鋼材(如MUP、M202等),后模鑲件用1050~1055鋼或材質更好的鋼材。4、啤PC、POM、PE等腐蝕性材料前后模及其鑲件均需用420鋼材(如S136、M300、M310等)。智能化:內嵌傳感器實時監測壓力、溫度,AI預測維護節點。濱湖區環保注塑模具按需定制
材料選擇:模具材料需具備良好的耐磨性和耐熱性,常用材料有鋼、鋁等。江蘇自動注塑模具保養
7水口殘余物A、膠件水口位置及殘余物在裝配時無干涉現象。B、水口位無膠屎花,無頂針位膠片潛入水。C、膠件裝配后的外觀面無水口痕跡。8蛇紋A、膠件裝配后的外觀面無蛇紋。B、內部件或裝配后的非外觀面在不能改善的情況下允許有蛇紋。9尖、薄膠件除琴鍵類等膠件允許有特別設計的尖、薄膠位外,其它膠件無尖、薄膠位。1、 表面高光。a、 高光表面要平整,有鏡面效果;b、 前模面的非外觀面及內部件允許表面有輕微的加工痕跡。c、高光表面不允許有劃痕、銹跡、斑點等缺陷。2、 表面飾紋(EDM或曬紋)。a、紋路符合設計要求,紋路要均勻且側面與表面一致。江蘇自動注塑模具保養
無錫珺偉精密模具有限公司是一家有著雄厚實力背景、信譽可靠、勵精圖治、展望未來、有夢想有目標,有組織有體系的公司,堅持于帶領員工在未來的道路上大放光明,攜手共畫藍圖,在江蘇省等地區的機械及行業設備行業中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶口碑,為公司的發展奠定的良好的行業基礎,也希望未來公司能成為*****,努力為行業領域的發展奉獻出自己的一份力量,我們相信精益求精的工作態度和不斷的完善創新理念以及自強不息,斗志昂揚的的企業精神將**珺偉供應和您一起攜手步入輝煌,共創佳績,一直以來,公司貫徹執行科學管理、創新發展、誠實守信的方針,員工精誠努力,協同奮取,以品質、服務來贏得市場,我們一直在路上!
- 惠山區自動壓鑄模具銷售方法 2026-06-11
- 濱湖區供應壓鑄模具廠家供應 2026-06-11
- 江蘇比較好的沖壓模具推薦廠家 2026-06-11
- 常州供應壓鑄模具廠家供應 2026-06-11
- 惠山區銷售沖壓模具維保 2026-06-11
- 常州直銷沖壓模具銷售方法 2026-06-11
- 徐州直銷沖壓模具價格合理 2026-06-11
- 惠山區本地壓鑄模具銷售方法 2026-06-11
- 濱湖區環保注塑模具報價 2026-06-11
- 錫山區自動壓鑄模具廠家現貨 2026-06-11
- 大型中空旋轉平臺供應商 2026-06-11
- 什么5G第三方檢驗檢測機構賣價 2026-06-11
- 泰安三葉羅茨真空泵批發 2026-06-11
- 湖南塑料去毛刺機 2026-06-11
- 福州汽車焊接清槍器定制 2026-06-11
- 上海螺柱焊機哪家好 2026-06-11
- 天津什么是智能家具 2026-06-11
- 吉林板式液壓閥 2026-06-11
- 浙江海運罐式集裝箱適用介質 2026-06-11
- 福建特定機械設備生產誠信服務 2026-06-11