錫山區比較好的壓鑄模具報價
(6)大型模具應有模具托架,避免在使用中模具下沉錯位或墜落。(7)帶較大抽芯的模具或需要復位的模具也可能需要動、定模分開安裝。(8)冷卻水管和安裝應保證密封。(9)模具安裝后的調整。調整合模緊度。調整壓射參數:快壓射速度、壓射壓力、增壓壓力、慢壓射行程、快壓射行程、沖頭跟出距離、推出行程、推出復位時間等。調整后在壓室內放入棉絲等軟物,做兩次模擬壓射全過程,檢查調整是否適當。(10)調整合模到動、定模有適當的距離,停止機器運行,放入模具預熱器。新鋼種:如y10、HM3等,在耐熱性、沖擊韌度、斷裂韌度等方面優于傳統模具鋼,適用于制造高性能壓鑄模具。錫山區比較好的壓鑄模具報價
鋁合金 鋁硅系 610-650℃ 640-680℃ 600-620℃ 610-650℃鋁銅系 630-660℃ 660-700℃ 600-640℃ 630-660℃鋁鎂系 640-680℃ 660-700℃ 640-670℃ 650-690℃鋁鋅系 590-620℃ 620-660℃ 580-620℃ 600-650℃鋅合金 420-440℃ 430-450℃ 400-420℃ 420-440℃鎂合金 640-680℃ 660-700℃ 640-670℃ 650-690℃銅合金 普通黃銅 910-930℃ 940-980℃ 900-930℃ 900-950℃硅黃銅 900-920℃ 930-970℃ 910-940℃ 910-940℃* 注:①澆鑄溫度一般以保溫爐的金屬液的溫度來計量。②鋅合金的澆鑄溫度不能超過450℃,以免晶粒粗大。新吳區供應壓鑄模具推薦廠家排氣系統:用于排出模具內的空氣,防止氣體被困在模具中,影響鑄件質量。
(2)對于模具橫澆道的要求:①冷臥式模具橫澆道的入口處一般應位于壓室上部內徑2/3以上部位,以免壓室中金屬液在重力作用下過早進入橫澆道,提前開始凝固。②橫澆道的截面積從直澆道起至內澆口應逐漸減小,為出現截面擴大,則金屬液流經時會出現負壓,易吸入分型面上的氣體,增加金屬液流動中的渦流裹氣。一般出口處截面比進口處小10-30%。③橫澆道應有一定的長度和深度。保持一定長度的目的是起穩流和導向的作用。若深度不夠,則金屬液降溫快,深度過深,則因冷凝過慢,既影響生產率又增加回爐料用量。④橫澆道的截面積應大于內澆口的截面積,以保證金屬液入型的速度。主橫澆道的截面積應大于各分支橫澆道的截面積。⑤橫澆道的底部兩側應做成圓角,以免出現早期裂紋,二側面可做出5°左右的斜度。橫澆道部位的表面粗糙度≤Ra0.4μm。
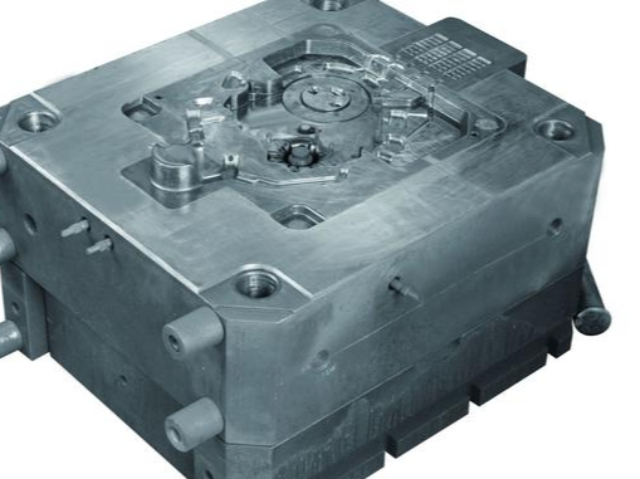
壓鑄模具的維護與保養定期檢查壓鑄機大杠受力誤差:必要時進行調整,確保模具安裝精度。安裝模具前徹底擦凈機器安裝面和模具安裝面:檢查所用頂桿長度是否適當,所有頂棒長度是否等長,所用頂棒數量應不少于四個,并放在規定的頂棒孔內。壓板和壓板螺栓應有足夠的強度和精度:避免在使用中松動,壓板數量應足夠多,比較好四面壓緊,每面不少于兩處。大型模具應有模具托架:避免在使用中模具下沉錯位或墜落。冷卻水管和安裝應保證密封:防止漏水影響模具和鑄件質量。材料利用率高:相較于其他鑄造方法,壓鑄的材料浪費較少。

1、壓鑄機:壓鑄機按壓室的受熱條件可分為熱壓室與冷壓室兩大類。而按壓室和模具安放位置的不同,冷室壓鑄機又可分為立式、臥式和全立式三種形式的壓鑄機。2、壓鑄合金:壓鑄件所采用的合金主要是有色合金,至于黑色金屬(鋼、鐵等)由于模具材料等問題,較少使用。而有色合金壓鑄件中又以鋁合金使用較***,鋅合金次之。注:①澆鑄溫度一般以保溫爐的金屬液的溫度來計量。②鋅合金的澆鑄溫度不能超過450℃,以免晶粒粗大。模具要素壓鑄模是壓鑄生產三大要素之一,結構正確合理的模具是壓鑄生產能否順利進行的先決條件,并在保證鑄件質量方面(下機合格率)起著重要的作用。冷卻固化:金屬在模具中冷卻,固化成型。徐州購買壓鑄模具按需定制
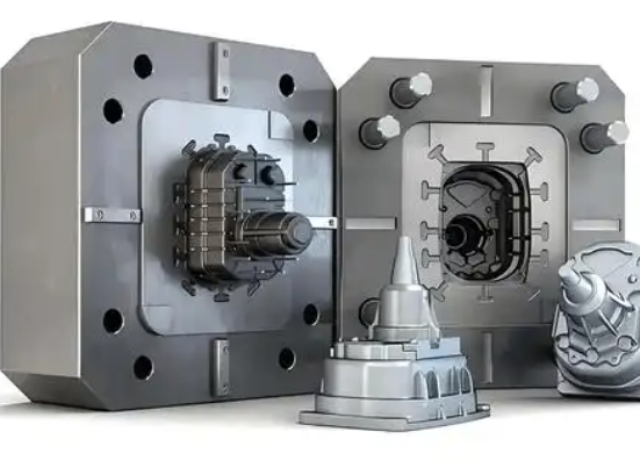
模具打開:動模與定模分離,取出成型的零件。錫山區比較好的壓鑄模具報價
1、按照產品使用的材料類別、產品的形狀和精度等各項指標對該產品進行工藝分析,訂出工藝。2、確定產品在模具型腔中擺放的位置,進行分型面、排溢系統和澆注系統的分析和設計。3、對各個活動的型芯拼裝方式和固定方式進行設計。4、抽芯距和力的設計。5、頂出機構的設計。6、確定壓鑄機,對模架和冷卻系統設計。7、核對模具和壓鑄機的相關尺寸,繪制模具及各個部件的工藝圖。8、設計完成 [1]。壓鑄模具表面溫度的控制對生產高質量的壓鑄件來說,是非常重要的。不平均或不適當的壓鑄模具溫度亦會導致鑄件尺寸不穩定,在生產過程中頂出鑄件變形,產生熱壓力、粘模、表面凹陷、內縮孔及熱泡等缺陷。模溫差異較大時,對生產周期中的變量,如填充時間、冷卻時間及噴涂時間等產生不同程度的影響。錫山區比較好的壓鑄模具報價
無錫珺偉精密模具有限公司匯集了大量的優秀人才,集企業奇思,創經濟奇跡,一群有夢想有朝氣的團隊不斷在前進的道路上開創新天地,繪畫新藍圖,在江蘇省等地區的機械及行業設備中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業的方向,質量是企業的生命,在公司有效方針的領導下,全體上下,團結一致,共同進退,**協力把各方面工作做得更好,努力開創工作的新局面,公司的新高度,未來珺偉供應和您一起奔向更美好的未來,即使現在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結經驗,才能繼續上路,讓我們一起點燃新的希望,放飛新的夢想!
- 惠山區自動壓鑄模具銷售方法 2026-06-11
- 濱湖區供應壓鑄模具廠家供應 2026-06-11
- 江蘇比較好的沖壓模具推薦廠家 2026-06-11
- 常州供應壓鑄模具廠家供應 2026-06-11
- 惠山區銷售沖壓模具維保 2026-06-11
- 常州直銷沖壓模具銷售方法 2026-06-11
- 徐州直銷沖壓模具價格合理 2026-06-11
- 惠山區本地壓鑄模具銷售方法 2026-06-11
- 濱湖區環保注塑模具報價 2026-06-11
- 錫山區自動壓鑄模具廠家現貨 2026-06-11
- 浙江附近壓力容器制造設備價格 2026-06-11
- 江蘇大型掃地機設備 2026-06-11
- 購買蝕刻機修理 2026-06-11
- 靜安區直銷攪拌器 2026-06-11
- 蘇州便宜的加藥裝置銷售電話 2026-06-11
- 耀舜寵物西林瓶灌裝機真空灌裝機 2026-06-11
- 福建直銷7kW家用交流充電樁價格多少 2026-06-11
- 大型中空旋轉平臺供應商 2026-06-11
- 什么5G第三方檢驗檢測機構賣價 2026-06-11
- 消防止回閥壓力范圍 2026-06-11