常州自動(dòng)壓鑄模具銷售方法
(1)確定**合理的生產(chǎn)率,規(guī)定每一次壓射周期的循環(huán)時(shí)間。過低的生產(chǎn)率固然不利于提高經(jīng)濟(jì)效益,過高的生產(chǎn)率往往以**模具壽命和鑄件合格率為代價(jià),算總帳細(xì)帳經(jīng)濟(jì)益可能更差。(2)確定正確的壓鑄參數(shù)。在確保鑄件符合客戶質(zhì)量標(biāo)準(zhǔn)的前提下,應(yīng)使壓射速度、壓射壓力、合金溫度比較低。這樣,有利于降低機(jī)器、模具負(fù)荷,降低故障,提高壽命。根據(jù)壓鑄機(jī)特性、模具特性、鑄件特性、壓鑄鋁合金特性等腰三角形,確定快壓射速度、壓射壓力、增壓壓力、慢壓射行程、快壓射行程、沖頭跟出距離、推出行程、保壓時(shí)間、推了復(fù)位時(shí)間、合金溫度、模具溫度等。壓鑄模具通常由耐高溫材料制成,以適應(yīng)快速充型和冷卻流程,確保鑄件精度和表面質(zhì)量。常州自動(dòng)壓鑄模具銷售方法
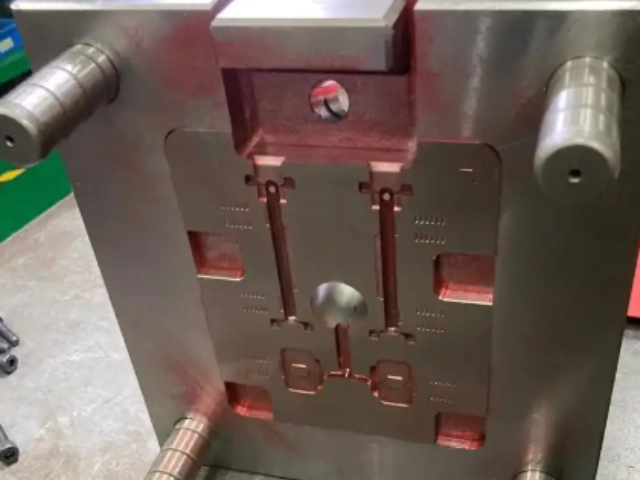
1、澆注系統(tǒng)、排溢系統(tǒng)(1)對于冷室臥式壓鑄機(jī)上模具直澆道的要求:①壓室內(nèi)徑尺寸應(yīng)根據(jù)所需的比壓與壓室充滿度來選定,同時(shí),澆口套的內(nèi)徑偏差應(yīng)比壓室內(nèi)徑的偏差適當(dāng)放大幾絲,從而可避免因澆口套與壓室內(nèi)徑不同軸而造成沖頭卡死或磨損嚴(yán)重的問題,且澆口套的壁厚不能太薄。澆口套的長度一般應(yīng)小于壓射沖頭的送出引程,以便涂料從壓室中脫出。②壓室與澆口套的內(nèi)孔,在熱處理后應(yīng)精磨,再沿軸線方向進(jìn)行研磨,其表面粗糙≤Ra0.2μm。③ 分流器與形成涂料的凹腔,其凹入深度等于橫澆道深度,其直徑配澆口套內(nèi)徑,沿脫模方向有5°斜度。當(dāng)采用涂導(dǎo)入式直澆道時(shí),因縮短了壓室有效長度的容積,可提高壓室的充滿度常州自動(dòng)壓鑄模具銷售方法模具主體:包括上模和下模,通常由高強(qiáng)度鋼材制成,以承受高壓和高溫。

壓鑄模具是用于壓力鑄造工藝的金屬模具,通過在高壓下將熔融金屬注入模具型腔,冷卻后形成所需形狀和尺寸的鑄件。以下是對壓鑄模具的詳細(xì)介紹:一、壓鑄模具的組成模具基體:整個(gè)模具的主體部分,負(fù)責(zé)容納金屬或合金的熔融液體,形成產(chǎn)品的外形。澆口系統(tǒng):用于輸送熔融金屬至模腔內(nèi),通常由澆口、澆道和跑道等組成,保證金屬能夠均勻地充滿整個(gè)模腔。冷卻系統(tǒng):起到冷卻作用,使得金屬快速凝固,避免產(chǎn)品出現(xiàn)縮孔、氣孔等缺陷。排溢系統(tǒng):用于排出模腔內(nèi)的氣體和雜質(zhì),確保鑄件質(zhì)量。
壓鑄簡介壓力鑄造簡稱壓鑄,是一種將熔融合金液倒入壓室內(nèi),以高速充填鋼制模具的型腔,并使合金液在壓力下凝固而形成鑄件的鑄造方法。 壓鑄區(qū)別于其它鑄造方法的主要特點(diǎn)是高壓和高速。①金屬液是在壓力下填充型腔的,并在更高的壓力下結(jié)晶凝固,常見的壓力為15—100MPa。②金屬液以高速充填型腔,通常在10~50米/秒,有的還可超過80米/秒,(通過內(nèi)澆口導(dǎo)入型腔的線速度—內(nèi)澆口速度),因此金屬液的充型時(shí)間極短,約0.01~0.2秒(須視鑄件的大小而不同)內(nèi)即可填滿型腔。 壓鑄機(jī)、壓鑄合金與壓鑄模具是壓鑄生產(chǎn)的三大要素,缺一不可。所謂壓鑄工藝就是將這三大要素有機(jī)地加以綜合運(yùn)用,使能穩(wěn)定地有節(jié)奏地和高效地生產(chǎn)出外觀、內(nèi)在質(zhì)量好的、尺寸符合圖樣或協(xié)議規(guī)定要求的合格鑄件,甚至質(zhì)量鑄件。模具安裝后的調(diào)整:調(diào)整合模緊度、壓射參數(shù)等,確保模具正常工作。
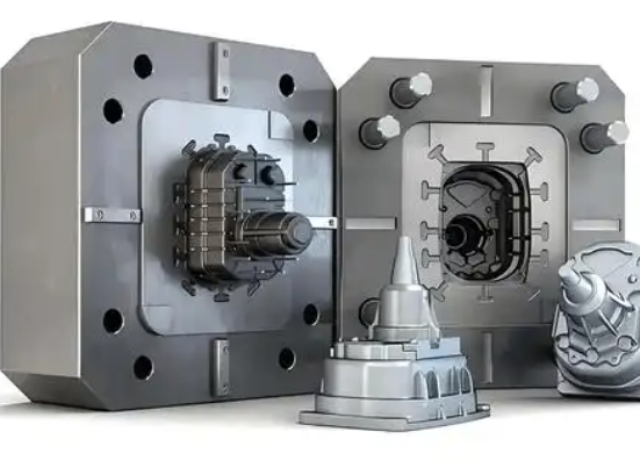
動(dòng)模:固定在壓鑄機(jī)動(dòng)模安裝板上,并隨動(dòng)模安裝板作開合模移動(dòng)合模時(shí),閉合構(gòu)成型腔與澆鑄系統(tǒng),液體金屬在高壓下充滿型腔;開模時(shí),動(dòng)模與定模分開,借助于設(shè)在動(dòng)模上的推出機(jī)構(gòu)將鑄件推出。壓鑄模結(jié)構(gòu)根據(jù)作用分類型腔:外表面直澆道(澆口套);型芯:內(nèi)表面內(nèi)澆口。導(dǎo)準(zhǔn)零件導(dǎo)柱;導(dǎo)套。推出機(jī)構(gòu)推桿(頂針),復(fù)位桿,推桿固定板,推板,推板導(dǎo)柱,推板導(dǎo)套。側(cè)向抽芯機(jī)構(gòu)凸臺,孔穴(側(cè)面),鍥緊塊,限位彈簧,螺桿。排溢系統(tǒng)溢澆槽,排氣槽。支承零件定模,動(dòng)模座板,墊塊(裝配,定位,安裝作用)。壓鑄模具是一種用于制造金屬零件的工具,主要用于壓鑄工藝中。江陰本地壓鑄模具推薦廠家
通訊設(shè)備:如無線路由器、通訊基站等。常州自動(dòng)壓鑄模具銷售方法
3.若是氣孔,注意排氣或卷氣問題10).毛邊:原因:1.鎖模力不足2.模具合模不良3.模具強(qiáng)度不足4.熔湯溫度太高11).縮陷:原因:縮孔發(fā)生在壓件表面下面改善方法:1.同改善縮孔的方法2.局部冷卻3.加熱另一邊12).積碳:原因:離型劑或其他雜質(zhì)積附在模具上.改善方法:1.減小離型劑噴灑量2.升高模溫3.選擇適合的離型劑4.使用軟水稀釋離型劑13).冒泡:原因:氣體卷在鑄件的表面下面改善方式:1.減少卷氣(同氣孔)2.冷卻或防低模溫常州自動(dòng)壓鑄模具銷售方法
無錫珺偉精密模具有限公司是一家有著雄厚實(shí)力背景、信譽(yù)可靠、勵(lì)精圖治、展望未來、有夢想有目標(biāo),有組織有體系的公司,堅(jiān)持于帶領(lǐng)員工在未來的道路上大放光明,攜手共畫藍(lán)圖,在江蘇省等地區(qū)的機(jī)械及行業(yè)設(shè)備行業(yè)中積累了大批忠誠的客戶粉絲源,也收獲了良好的用戶口碑,為公司的發(fā)展奠定的良好的行業(yè)基礎(chǔ),也希望未來公司能成為*****,努力為行業(yè)領(lǐng)域的發(fā)展奉獻(xiàn)出自己的一份力量,我們相信精益求精的工作態(tài)度和不斷的完善創(chuàng)新理念以及自強(qiáng)不息,斗志昂揚(yáng)的的企業(yè)精神將**珺偉供應(yīng)和您一起攜手步入輝煌,共創(chuàng)佳績,一直以來,公司貫徹執(zhí)行科學(xué)管理、創(chuàng)新發(fā)展、誠實(shí)守信的方針,員工精誠努力,協(xié)同奮取,以品質(zhì)、服務(wù)來贏得市場,我們一直在路上!
- 惠山區(qū)自動(dòng)壓鑄模具銷售方法 2026-06-11
- 濱湖區(qū)供應(yīng)壓鑄模具廠家供應(yīng) 2026-06-11
- 江蘇比較好的沖壓模具推薦廠家 2026-06-11
- 常州供應(yīng)壓鑄模具廠家供應(yīng) 2026-06-11
- 惠山區(qū)銷售沖壓模具維保 2026-06-11
- 常州直銷沖壓模具銷售方法 2026-06-11
- 徐州直銷沖壓模具價(jià)格合理 2026-06-11
- 惠山區(qū)本地壓鑄模具銷售方法 2026-06-11
- 濱湖區(qū)環(huán)保注塑模具報(bào)價(jià) 2026-06-11
- 錫山區(qū)自動(dòng)壓鑄模具廠家現(xiàn)貨 2026-06-11
- 浙江附近壓力容器制造設(shè)備價(jià)格 2026-06-11
- 江蘇大型掃地機(jī)設(shè)備 2026-06-11
- 購買蝕刻機(jī)修理 2026-06-11
- 靜安區(qū)直銷攪拌器 2026-06-11
- 蘇州便宜的加藥裝置銷售電話 2026-06-11
- 耀舜寵物西林瓶灌裝機(jī)真空灌裝機(jī) 2026-06-11
- 福建直銷7kW家用交流充電樁價(jià)格多少 2026-06-11
- 大型中空旋轉(zhuǎn)平臺供應(yīng)商 2026-06-11
- 什么5G第三方檢驗(yàn)檢測機(jī)構(gòu)賣價(jià) 2026-06-11
- 消防止回閥壓力范圍 2026-06-11