惠山區供應注塑模具保養
在1868年,海雅特開發了一個塑料材料,他命名為賽璐璐。賽璐璐已經于1851年由亞歷山大?帕克斯發明。海雅特改善它,使它能夠被加工為成品形狀。海雅特同他的兄弟艾賽亞于1872年,注冊了***部柱塞式注射機的專利權。這個機器比20世紀使用的機器相對地簡單。它運行起來基本地像一個巨大的皮下注射器針頭。這個巨大的針頭(擴散筒)通過一個加熱的圓筒注射塑料到模具裏。在20世紀40年代第二次世界大戰做成了對價格便宜、大量生產產品的巨大需求。價格低廉,大量生產的產品。模具結構:需考慮產品的形狀、尺寸和復雜性,以確保模具的可制造性和維護性。惠山區供應注塑模具保養
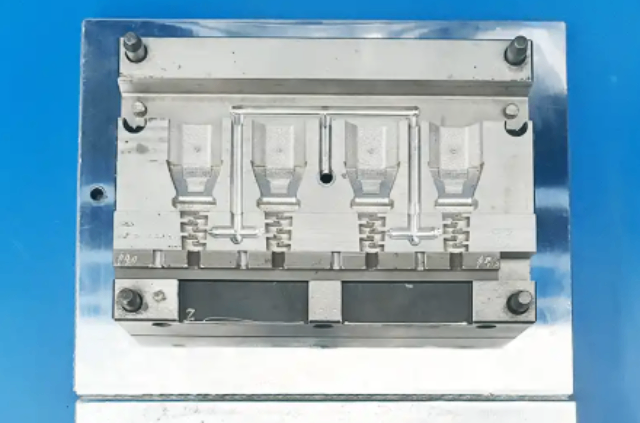
4、 模具底板應開合格的頂棍孔,孔位置應符合頂出平衡要求。5、 模具頂針板應裝復位彈簧,合模時,前模板應先接觸回針,否則模具應先安裝復位機構(有行位結構的另行要求)。6、行位結構。a、 行位運動應暢順,接觸面應開油槽。b、 行位上應安裝使行位彈出作用之彈簧,并安裝限位裝置。c、 在高度方向運動之哈夫塊共推出高度不能超過導滑槽長度的2/5。7、頂出機構。a、 頂針設置應使膠件脫模時不產生長久變形、頂白、不影響塑膠件外觀。b、頂針機構應保證靈活、可靠、不發生錯誤動作。江陰環保注塑模具保養公差可達±0.001mm(約頭發絲的1/50),確保產品尺寸高度一致。
c、插卡位配合。插卡門與面底殼的配合單邊間隙為0.2~0.3 mm。插口與插盒單邊間隙為0.5mm。d、四大件轉軸位軸向單邊**小間隙0.1~0.2 mm。e、LOCK與其配合枕位孔單邊間隙為0.2 mm。f、 支架與其配合孔單邊間隙為0.1~0.2 mm,長度大于150mm的取大值。g、 COVER與其配合孔單邊間隙為0.1 mm。h、 ROLLER與其配合孔單邊間隙為0.5~1.0 mm。一、工藝條件滿足不了的情況下:1、膠件表面不允許缺陷。a、走膠不齊(或缺料、滯水)b、、燒焦 c、頂白d、白線 e、披峰 f、起泡g、拉白(或拉裂、拉斷)h、烘印i、皺紋2、表面受限制缺陷及接受程度。
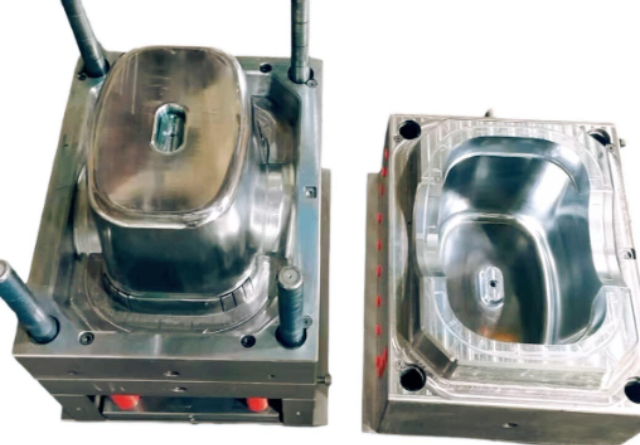
成型周期完成一次注射模塑過程所需的時間稱成型周期,也稱模塑周期。它實際包括以下幾部分:成型周期:成型周期直接影響勞動生產率和設備利用率。因此,在生產過程中,應在保證質量的前提下,盡量縮短成型周期中各個有關時間。在整個成型周期中,以注射時間和冷卻時間**重要,它們對制品的質量均有決定性的影響。注射時間中的充模時間直接反比于充模速率,生產中充模時間一般約為3-5秒。注射時間中的保壓時間就是對型腔內塑料的壓力時間,在整個注射時間內所占的比例較大,一般約為20-120秒(特厚制件可高達5~10分鐘)。注塑模具是塑料工業的工具,通過高溫高壓將熔融塑料注入精密設計的型腔,冷卻后獲得特定形狀的制品。
注塑成型又稱注射模塑成型,它是一種注射兼模塑的成型方法。注塑成型方法的優點是生產速度快、效率高,操作可實現自動化,花色品種多,形狀可以由簡到繁,尺寸可以由大到小,而且制品尺寸精確,產品易更新換代,能成形狀復雜的制件,注塑成型適用于大量生產與形狀復雜產品等成型加工領域。 [1]在一定溫度下,通過螺桿攪拌完全熔融的塑料材料,用高壓射入模腔,經冷卻固化后,得到成型品的方法。該方法適用于形狀復雜部件的批量生產,是重要的加工方法之一。成本控制:在設計時需考慮模具的制造成本和使用壽命,以實現經濟效益。江陰供應注塑模具銷售方法
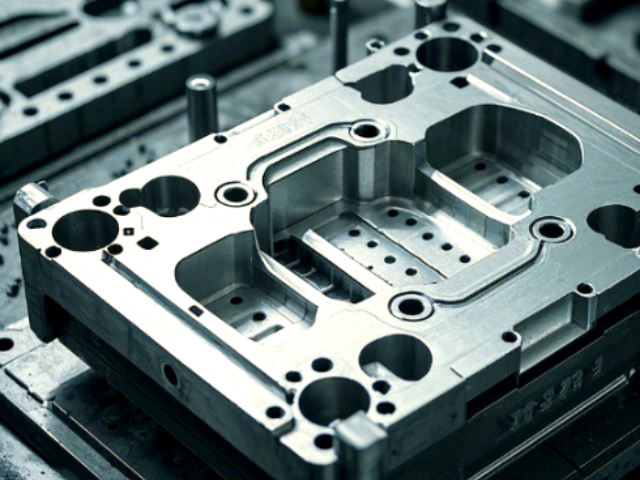
磨床加工:精修基準面,確保鑲件配合精度。惠山區供應注塑模具保養
注塑時間要遠遠低于冷卻時間,大約為冷卻時間的1/10~1/15,這個規律可以作為預測塑件全部成型時間的依據。在作模流分析時,只有當熔體完全是由螺桿旋轉推動注滿型腔的情況下,分析結果中的注塑時間才等于工藝條件中設定的注塑時間。如果在型腔充滿前發生螺桿的保壓切換,那么分析結果將大于工藝條件的設定。⒊注塑溫度注塑溫度是影響注塑壓力的重要因素。注塑機料筒有5~6個加熱段,每種原料都有其合適的加工溫度(詳細的加工溫度可以參閱材料供應商提供的數據)。惠山區供應注塑模具保養
無錫珺偉精密模具有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在江蘇省等地區的機械及行業設備中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同珺偉供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 惠山區自動壓鑄模具銷售方法 2026-06-11
- 濱湖區供應壓鑄模具廠家供應 2026-06-11
- 江蘇比較好的沖壓模具推薦廠家 2026-06-11
- 常州供應壓鑄模具廠家供應 2026-06-11
- 惠山區銷售沖壓模具維保 2026-06-11
- 常州直銷沖壓模具銷售方法 2026-06-11
- 徐州直銷沖壓模具價格合理 2026-06-11
- 惠山區本地壓鑄模具銷售方法 2026-06-11
- 濱湖區環保注塑模具報價 2026-06-11
- 錫山區自動壓鑄模具廠家現貨 2026-06-11
- 大型中空旋轉平臺供應商 2026-06-11
- 什么5G第三方檢驗檢測機構賣價 2026-06-11
- 泰安三葉羅茨真空泵批發 2026-06-11
- 湖南塑料去毛刺機 2026-06-11
- 福州汽車焊接清槍器定制 2026-06-11
- 上海螺柱焊機哪家好 2026-06-11
- 天津什么是智能家具 2026-06-11
- 吉林板式液壓閥 2026-06-11
- 浙江海運罐式集裝箱適用介質 2026-06-11
- 福建特定機械設備生產誠信服務 2026-06-11