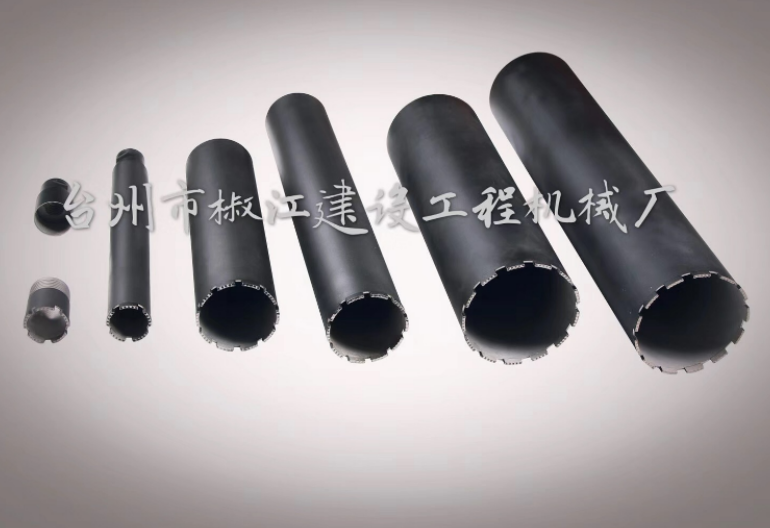
浙江取芯鉆頭哪里買
鉆頭是鉆井設備的主要組成部分,其主要作用是破粹巖石、形成井眼!旋轉鉆頭是目前行業普遍使用的鉆頭,在機械的帶動下旋轉鉆頭會產生旋轉,從而帶動整個鉆頭產生向心運動,并通過侵削、研磨使巖石發生裂痕并破碎,起到向下鉆探的作用!目前行業使用的鉆頭有很多種類,以不同的鉆進方式為根據對鉆頭進行分類,可以將其分為金剛石鉆頭、牙輪鉆頭與刮刀鉆頭,這三種鉆頭是較基本的鉆頭形式!在這三種鉆頭中,在石油鉆探工作中應用較為普遍、較為普遍的一種是牙輪鉆頭,其應用程度也比較深!將這三種鉆頭進行對比,使用范圍較小的一種鉆頭是刮刀鉆頭!本文主要介紹的是金剛石鉆頭與牙輪鉆頭!購買鉆頭,就選臺州市椒江建設工程機械廠,用戶的信賴之選,有想法的不要錯過哦!浙江取芯鉆頭哪里買
以牙輪鉆頭的結構為依據,可以將其分為水眼、軸承、巴掌、牙輪以及鉆頭體這五個部分!如果是密封噴射式的牙輪鉆頭,在一般情況下還包括儲油補償系統這一部分!螺紋一般會在牙輪鉆頭的上部,鉆柱與螺紋進行相互連接,鉆頭下部會存在牙輪,其上帶有三個巴掌,牙輪軸上裝上牙輪,牙輪軸與各個牙輪之間裝有軸承,牙輪會通過其自身所帶的切削齒進行破碎巖石工作!鉆井液的通道就是鉆頭的水眼!在進行石油鉆井工作的過程中,通過鉆進過程中的橫向剪切作用、縱向振動作用,牙輪鉆頭會實現破碎巖石的目的,從而能夠提升鉆井速度!在選擇牙輪鉆頭當做石油鉆井工具時,需要按照鉆井設備的實際情況、地層的實際條件以及相鄰油井的地質資料、地層資料來進行牙輪鉆頭的選型!在進行選擇時,需要考慮的問題主要有以下幾點:首先,應考慮鉆井地層中的軟硬交錯情況是否存在;其次,應考慮在石油鉆井工作中是否需要防斜鉆進、曲線作業;再次,應考慮同一油井中的不同鉆進井段的實際深淺情況;應考慮鉆井地質、地層的可研磨性以及軟硬程度!重慶 錐孔球齒鉆頭公司購買錐孔球齒鉆頭設備,就選臺州市椒江建設工程機械廠,有想法的可以來電咨詢!

空心鉆頭用量較少,加工批量小,因此設計鉆頭時應考慮其加工工藝問題,盡量以常用機加工設備和常用刀具實現加工及刃磨!切屑經前刀面流出,因此前刀面的形狀直接影響切屑形狀和排屑性能!切屑在流出過程中受到前刀面擠壓和摩擦,進一步產生變形!切屑底層金屬變形程度比較大,并沿前刀面產生滑移,使切屑底層長度較長,從而形成各種卷曲形狀!使用空心鉆頭鉆孔時,希望切屑成碎屑或帶狀屑,以利于排屑!為便于加工和刃磨,前刀面必須設計為平面,且不開斷屑槽!前刀面在使用中不需要重磨!后刀面是空心鉆頭比較易重磨的面,也是磨損速度比較快的面,因此空心鉆頭的刃磨是以刃磨后刀面來實現!副后刀面分為內副后刀面和外副后刀面!從重磨角度來說,重磨內、外副后刀面不易實現,因此副后刀面應設計為不重磨形式!
開始鉆孔前必須確保刀具已經完全安裝到位,沒有松動或沒有夾緊的現象!使用磁座鉆機鉆孔時必須保證鉆機磁塊下無鐵屑,吸附面平整,機器無搖擺或未完全吸附現象!開始鉆孔直至鉆孔完成的全過程應保持冷卻充分,有條件的比較好采用內冷卻,不充分冷卻易引起刀具損壞!鉆孔剛開始時應進刀緩慢平穩,切入1-2mm后可以加快進刀速度!出刀時適當減慢走刀速度,中間切削過程應保持進刀均勻!硬質合金鋼板鉆鉆孔時合理的刀刃線速度應在每分鐘30米左右,比較低不應低于每分鐘20米!硬質合金是高硬度的材料,存放和領用過程中應防止刀片磕碰,使用過程中應防止沖擊!入刀時若產生劇烈振動,需檢查轉速是否太高,還需檢查機器導軌是否間隙太大,必要時進行維修和調整!鉆孔過程中如遇到悶車停機現象,應首先切斷電源,手工反向稍微轉動刀具,使刀刃脫離切屑區域,再提起電機取下刀具,經查看無異常后可重新開始作業!纏繞在刀體上的鐵屑過多時,可退刀后用勾子除去!臺州市椒江建設工程機械廠為您供應鉆頭,有需要可以聯系我司哦!
前角對切削力的影響:前角的變化會影響切屑材料的變形程度,從而使切削力發生變化!切屑變形越大,切削力越大;切屑變形越小,切削力越小!當前角在0°~15°范圍內變化時,切削力修正系數的變化范圍為1.18~1!前角對鉆頭耐用度的影響:增大鉆頭前角時,會使刀尖強度和散熱體積減小,同時會影響刀尖受力情況!當前角為正值時,刀尖受拉應力;當前角為負值時,刀尖受壓應力!如選用的前角過大,雖可增加鉆頭鋒利度,減小切削力,但刀尖所受拉應力較大,刀尖強度降低,容易折斷!在切削試驗中許多鉆頭均因前角過大而損壞!但是,由于被加工材料硬度和強度較高,加之便攜式鉆機的主軸及整機剛性較低,如選用的前角過小,鉆孔時切削力的增大會使主軸產生振動,加工表面出現明顯振紋,鉆頭耐用度也會降低!臺州市椒江建設工程機械廠是一家生產銷售鉆頭,有想法的可以來電咨詢!河北深孔鉆頭批發廠家
臺州市椒江建設工程機械廠是一生產銷售鉆頭,歡迎您的來電哦!浙江取芯鉆頭哪里買
刃部采用的三枚組合刃結構、齒距的不等分割、特殊硬質合金刀刃等是恒鋒”EST“獨特技術的結晶3枚組合刃由若干個外刃、中刃、內刃組成!每個刀刃在切削過程中,只負擔1/3左右的工作量,加上每個刀刃的內側也均有切削刀!所以,可以使排屑非常順暢!另外由于各刃分別負擔一部分切削工作的特性,使得該孔鉆極不容易產生崩刃現象,空心鉆頭可對50MM厚的鋼板進行高精度,高速度穿孔也可打交叉重疊孔,刃部采用的三枚組合刃結構、齒距的不等分割、特殊硬質合金刀刃等是獨特技術的結晶,使得該孔鉆極不容易產生崩刃現象空心鉆頭配合專門上取芯鉆頭的機器,具有效率快,成本底的特點,空心鉆鉆頭刃部采用硬質合金制造,具有三層端齒幾何,切削輕快,鋼板鉆頭使用壽命長,雙削平柄接口,適用于德國FEIN等各鐘進口磁力鉆鉆機!硬質合金鉆頭也適用于各類立式鉆床、搖臂鉆床、銑床、車床等!空心鉆的分類:按材質有合金,工具鋼!空心鉆主要用于材質較硬的材料,而工具鋼一般用于材質比較軟的材料,針對這兩種鉆頭工具鋼相對便宜一些!價格:市面上市場價1佰多到2百多不等!浙江取芯鉆頭哪里買
- 四川電錘鉆頭哪家有賣 2025-12-17
- 北京大口徑擴孔鉆頭制造廠 2025-12-17
- 重慶鎢鋼鉆頭哪個牌子好 2025-12-17
- 安徽鎢鋼鉆頭價位 2025-12-17
- 河北合金鉆頭哪種好 2025-12-17
- 廣東取芯鉆頭需要多少錢 2025-12-17
- 電錘鉆頭哪家好 2025-12-17
- 河北鑿巖鉆頭售價 2025-12-16
- 椒江大口徑擴孔鉆頭價位 2025-12-16
- 重慶鑿巖鉆頭采購 2025-12-16
- 宜賓真空淬火 2025-12-17
- 奉賢四軸/六軸碼垛機的用途 2025-12-17
- 南通1000L/h注射水設備制造廠家 2025-12-17
- 湖北工程油缸鄭重承諾 2025-12-17
- 廣西機器人點焊自動化生產線上下料 2025-12-17
- 河南專業灌漿料批發 2025-12-17
- 廣東201不銹鋼沖壓板 2025-12-17
- 惠州電池殼螺母植入機定制 2025-12-17
- 建鄴區會議管理系統是什么 2025-12-17
- 成都UL認證防火防盜保險箱排名 2025-12-17