油閥點膠口尼龍料
熱流道故障排查重點聚焦溫度異常、漏膠、澆口拉絲、填充不均等問題。溫度漂移多為感溫線偏移或加熱件損壞;漏膠源于密封不良或壓力過高;拉絲流涎可調整溫度與閥針時序;填充不均需優化流道平衡與工藝參數,快速定位根源才能高效解決。薄壁注塑對流動性與填充速度要求苛刻,熱流道恒溫保壓優勢明顯,持續高溫降低熔體黏度,減少噴射與滯流,保證薄壁產品均勻填充。配合針閥時序控制,可實現順序填充,降低內應力與翹曲變形,滿足壁厚0.5mm以下超薄件的成型需求。熱流道提升產品一致性,批量生產品質更好.油閥點膠口尼龍料
多腔模具依賴熱流道實現均衡進料,平衡流道設計與精細溫控確保各型腔壓力、溫度、速度一致,制品重量偏差與尺寸誤差控制在極小范圍。熱流道省去冷流道廢料回收,降低原料成本與人工分揀,提升多腔模具的生產效率與經濟效益。上海垚塑熱流道是其中頗具實力的一家,立足江浙滬,具備研發、生產、售后全鏈條能力,設備齊全,可定制熱流道系統、溫控箱等,服務響應快,適配家電、電子、汽車配件等中小批量及定制化生產。高溫工程塑料如PEEK、LCP、PA66+玻纖等,成型溫度高、流動性差異大,熱流道耐高溫設計與精細控溫可穩定維持熔體狀態,避免降解與變色。耐磨流道與噴嘴抵抗玻纖磨損,保證長期生產穩定性,助力**工程塑料件規模化成型。汽車模點膠口安裝熱流道適配透明件、深色件等不同外觀制品生產。
隔熱設計是開放式熱流道系統能否穩定運行的關鍵技術細節。由于噴嘴與模具型腔直接接觸,熱量極易向模架傳導,導致模具整體溫度升高,影響塑件冷卻定型和生產節拍。因此,***的開放式熱流道必須配備高效隔熱墊片,通常采用云母片、隔熱陶瓷或空氣隔熱層,以比較大限度切斷熱流道與模具之間的熱傳導。分流板部分同樣需要加強隔熱,通過在分流板與模模之間預留微小間隙或安裝隔熱板,減少熱損耗,維持流道區溫度的**性。良好的隔熱性能不僅降低了能耗,還能保證模具冷卻系統正常工作,避免塑件因模溫過高而出現脫模困難、變形收縮不均等質量問題。
醫療與包裝行業對注塑生產的衛生性、無析出、高效率要求極為嚴格,熱流道系統憑借無廢料、無滯留、易清潔的特點成為行業標配。醫療耗材如注射器、輸液器、檢測卡、藥盒等產品,必須保證生產過程無污染、無析出、無廢料接觸,熱流道無縫流道設計與食品醫藥級材質可滿足GMP生產規范,避免冷流道廢料帶來的交叉污染。在包裝領域,瓶蓋、餐盒、瓶胚、日化包裝等產品產量極大,熱流道可實現高速成型、連續生產,成型周期短、良品率高,大幅提升生產效率。熱流道適配PP、PE、PET、PETG等衛生級材料,流道光滑易清理,可快速換色生產,符合醫療與包裝行業安全、高效、潔凈的生產標準。熱流道無澆口廢料,省去后續處理工序,簡化生產全流程。
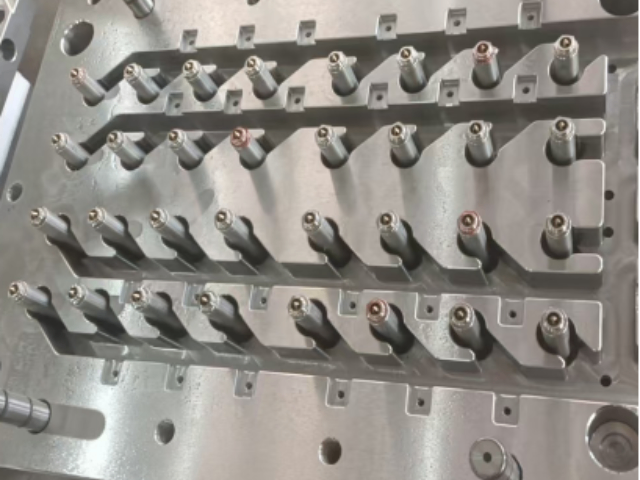
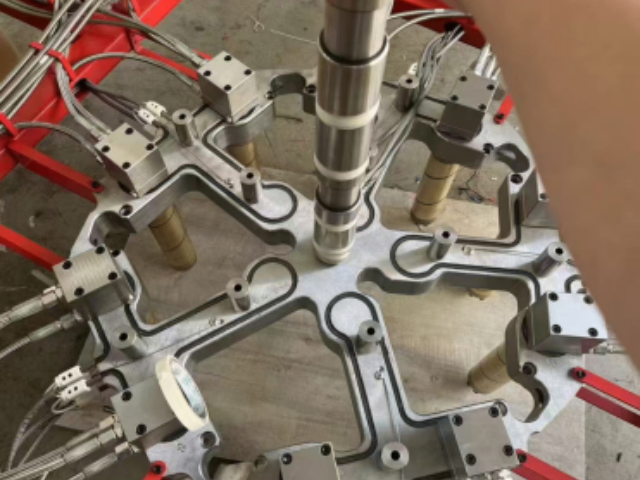
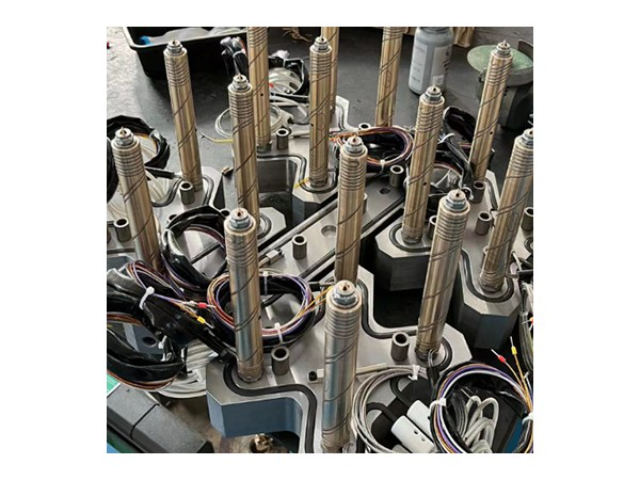
1. 熱流道系統是現代注塑成型工藝中不可或缺的精密溫控輸送系統,其**作用是在注塑機噴嘴至模具型腔之間構建一條持續加熱的流道通道,使塑料熔體在整個輸送過程中始終保持熔融流動狀態,從根本上消除傳統冷流道產生的料柄廢料,實現無廢料、高效率的連續生產。熱流道系統主要由分流板、熱噴嘴、加熱元件、溫度控制系統、密封隔熱組件等部分組成,各部件協同工作,保證熔體溫度均勻、壓力穩定、流動順暢。與冷流道相比,熱流道可***縮短成型周期、提升產品尺寸精度、減少熔接痕與縮痕等缺陷,特別適合大批量、高精度、高附加值塑件的生產制造,已廣泛應用于汽車、電子、家電、醫療、包裝等多個重要制造領域,成為衡量模具技術水平與生產效率的關鍵指標。適配家電、電子、汽車等多行業,應用領域廣,助力企業拓展業務加工范圍。多頭嘴點膠口生產廠家
熱流道滿足高要求塑件生產,適配制品加工標準。油閥點膠口尼龍料
消費電子行業對注塑產品的精度、外觀、一致性要求極高,熱流道技術為微型件、薄壁件、精密結構件的生產提供了可靠保障。手機外殼、充電器、連接器、按鍵、傳感器部件等產品普遍具有尺寸小、壁薄薄、型腔多、外觀要求嚴的特點,熱流道點澆口直徑小、痕跡淺,無需后續打磨處理,可保持產品表面完整美觀。多腔熱流道系統能夠保證數千腔產品尺寸一致、重量穩定,良品率可達99%以上。同時,熱流道可適配LCP、PPS、PC等高溫電子材料,滿足無鹵阻燃、耐溫耐壓等特殊要求。在電子制造高速迭代、大批量交付的背景下,熱流道有效提升生產效率、降低成本,是消費電子模具實現高精度、高產能的**技術。油閥點膠口尼龍料
- 廣東白色食品級潤滑脂密封圈用 2026-06-12
- 深圳合誠靜音滑軌潤滑脂怎么加 2026-06-12
- 臺州電磁閥定制廠家 2026-06-12
- 寶山區常見智能座艙模型哪里買 2026-06-12
- 虹口區放心選五金交電廠家直銷 2026-06-12
- 繁昌區通常智能駕駛輔助產品按需定制 2026-06-12
- 寶山區質量汽車模型哪里買 2026-06-12
- 虹口區質量汽摩配件直銷價 2026-06-12
- 上海特點汽車設計特質 2026-06-12
- 靜安區國產汽車輪胎銷售哪家便宜 2026-06-12