-
 東莞大型水冷定型機廠家供應
東莞大型水冷定型機廠家供應機械鎖位裝置是水冷定型機保障操作安全與運行穩定的關鍵結構,為設備的高速運行提供可靠保障。該裝置采用高強度合金鋼材制造,主要由伺服驅動鎖舌、定位銷與感應式位置傳感器組成,安裝于工位開合處。當產品進入定型區域后,機械鎖位裝置在 0.5 秒內完成鎖閉動作,鎖舌插入深...
2025-12-23 -
 揚州汽車裝配流水線報價
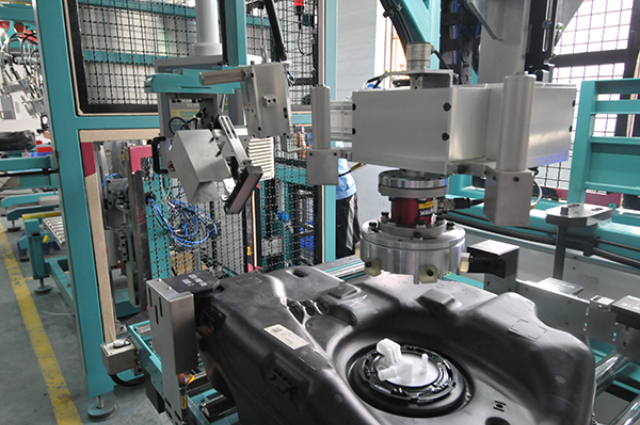
揚州汽車裝配流水線報價自動掃碼功能貫穿于汽車油箱裝配流水線的全過程,實現了生產數據的實時采集與追溯管理。在油箱殼體上線時,自動掃碼設備會讀取殼體上的原始標識,將其錄入生產管理系統,建立產品檔案。在泵閥裝配工位,掃碼設備會記錄泵閥的型號、序列號等信息,并與油箱標識關聯,確保泵閥與油箱...
2025-12-23 -
佛山小型水冷定型機電機
水冷定型機的未來升級預留功能為設備的技術迭代提供了空間,適應行業發展需求。設備硬件預留了 AI 視覺檢測接口、激光輪廓傳感器安裝位置與物聯網擴展模塊;軟件采用模塊化架構,支持后期升級高級功能(如基于機器視覺的自適應冷卻、云端工藝優化)。隨著材料技術的發展,可升...
2025-12-22 -
北京小型水冷定型機應用范圍
機械鎖位裝置的快速響應特性為水冷定型機的高速換型提供了支持,縮短了產品切換時間。裝置采用伺服電機直接驅動,鎖閉與解鎖動作時間均控制在 0.3 秒以內,較傳統氣動鎖位裝置提速 60%。鎖位參數通過觸摸屏可快速設置,針對不同產品厚度自動調整鎖舌插入深度與鎖閉力,無...
2025-12-22 -
上海油箱油管焊接機源頭廠家
全自動油管焊接機的清潔度控制技術確保了加工環境與產品的潔凈要求,滿足精密油管的質量標準。設備采用全域清潔設計:切孔工位配備負壓吸塵系統,粉塵收集效率≥99.5%;焊接工位設置惰性氣體保護,防止焊接區域氧化污染;裝配工位采用潔凈壓縮空氣吹掃,去除表面雜質。設備內...
2025-12-22 -
 佛山水冷定型機報價
佛山水冷定型機報價機械鎖位裝置的狀態監測功能為水冷定型機的 predictive maintenance 提供了數據支持,減少突發故障。裝置內置振動、溫度、位移等多種傳感器,實時監測鎖舌運動軌跡、鎖閉力變化、電機電流等參數,通過邊緣計算模塊分析設備健康狀態。當檢測到異常特征(如...
2025-12-22 -
 廣州多功能汽車燃油箱柔性生產線24小時服務
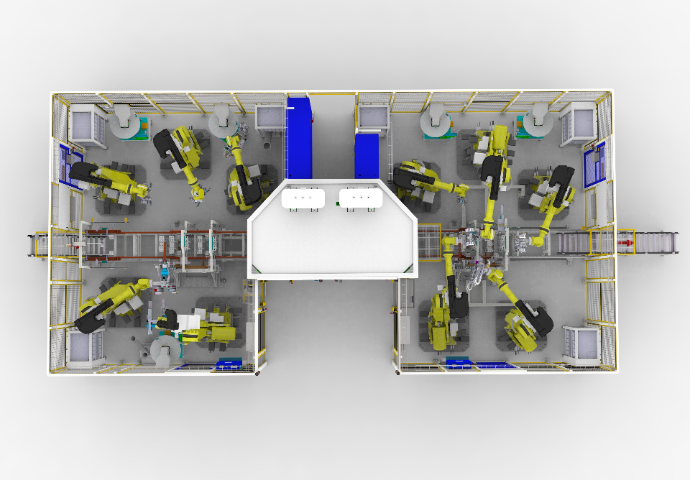
廣州多功能汽車燃油箱柔性生產線24小時服務汽車油箱柔性生產線的全自動換型系統是實現多品種、小批量生產的關鍵技術支撐。該系統集成了先進的機器人控制技術、傳感器技術和軟件算法,能夠在接到換型指令后,自動完成機器人末端執行器的更換、加工參數的調整、物料供給的切換等一系列操作。對于多達六款型號的油箱,系統能夠...
2025-12-22 -
 武漢穩定油管焊接機制造
武漢穩定油管焊接機制造全自動油管焊接機的抗干擾設計確保了設備在復雜工業環境中的穩定運行,減少信號干擾導致的故障。設備電氣系統采用多重抗干擾措施:控制系統與強電回路采用隔離變壓器,減少電源干擾;信號線纜采用屏蔽線并單獨布線,降低電磁耦合;傳感器與執行器接口加裝浪涌保護器,抵御瞬時脈沖...
2025-12-22 -
 東莞小型油箱打孔焊接機價格
東莞小型油箱打孔焊接機價格汽車油箱打孔焊接機的快速換刀系統減少了刀具更換時間,提升設備有效作業率。設備采用刀庫與自動換刀機械臂組合設計,刀庫可存儲 8 - 16 把不同類型刀具(如鉆頭、沖頭、焊接電極),換刀機械臂在刀具磨損或加工需求變化時自動完成刀具更換,單把刀具更換時間≤10 秒。...
2025-12-21 -
上海全自動水冷定型機價格實惠
雙工位單獨運行的產能平衡算法使水冷定型機的兩個工位負荷分配更加合理,提升整體生產效率。算法基于歷史生產數據與當前訂單信息,預測不同產品的冷卻時間與資源需求,動態分配兩個工位的生產任務。當檢測到某一工位即將完成任務時,提前通知上游設備做好供料準備,減少等待時間;...
2025-12-21 -
 輸送裝配流水線生產商
輸送裝配流水線生產商自動插管與電性能測試的協同作業,在汽車油箱裝配流水線中形成了高效的質量控制閉環。當自動插管設備完成管路與油箱電子部件(如燃油泵接口、傳感器接口等)的連接后,流水線會將油箱輸送至電性能測試工位。測試設備的自動對接機構會與油箱上的電子接口進行準確對接,無需人工干預...
2025-12-21 -
 蘇州附近哪里有水冷定型機價格
蘇州附近哪里有水冷定型機價格雙工位單獨運行的生產數據追溯功能使水冷定型機能夠實現產品質量的準確追溯,滿足質量管控要求。每個工位配備單獨的數據采集模塊,記錄產品編號、冷卻時間、溫度曲線、壓力曲線、操作人員等信息,數據存儲容量達 10 萬條以上。通過掃描產品二維碼可查詢對應工位的全部生產數據...
2025-12-21 -
 中山附近哪里有裝配流水線
中山附近哪里有裝配流水線自動插管與電性能測試的協同作業,在汽車油箱裝配流水線中形成了高效的質量控制閉環。當自動插管設備完成管路與油箱電子部件(如燃油泵接口、傳感器接口等)的連接后,流水線會將油箱輸送至電性能測試工位。測試設備的自動對接機構會與油箱上的電子接口進行準確對接,無需人工干預...
2025-12-21 -
 北京新款水冷定型機推薦廠家
北京新款水冷定型機推薦廠家自動水循環系統的熱回收功能使水冷定型機能夠回收冷卻過程中的余熱,提高能源利用率。系統通過熱交換器將循環水中的余熱(溫度 20 - 25℃)回收,用于車間供暖、熱水清洗或預熱新水,回收熱量可達設備總散熱量的 30% - 40%。熱回收系統采用板式換熱器與循環水泵...
2025-12-21 -
 武漢自動化HVAC汽車空調智能裝配檢測產線24小時服務
武漢自動化HVAC汽車空調智能裝配檢測產線24小時服務人工裝配線束工位采用人機協作優化模式,在保留人工靈活性的同時提升裝配精度與效率。工位配備可升降調節工作臺,適應不同身高操作人員需求,減少長時間作業疲勞。線束裝配指導采用 3D 動畫與 AR 投影技術,在顯示屏上直觀展示線束走向、插接順序及固定位置,新員工經簡單...
2025-12-21 -
 東莞直銷汽車燃油箱柔性生產線定制
東莞直銷汽車燃油箱柔性生產線定制ST3 階段通過優化節拍,進一步提升了汽車油箱柔性生產線的整體生產效率。節拍優化是通過對焊接過程中的各個環節進行分析和調整,減少不必要的等待時間和動作浪費,使焊接機器人的運作更加高效。例如,通過合理安排焊接順序、調整機器人的運行速度等方式,使每個焊接任務都能在...
2025-12-21 -
佛山遠望智能汽車燃油箱柔性生產線哪個好
ST2 階段的同步移栽技術是汽車油箱柔性生產線提高生產效率的關鍵因素之一。該技術能夠在極短的時間內,將 ST1 階段加工完成的油箱快速、平穩地傳送至 ST2 階段的待加工點位,整個過程只需 3 秒。同步移栽技術采用了高精度的機械傳動和控制系統,確保了油箱在傳送...
2025-12-21 -
 深圳油箱打孔焊接機歡迎選購
深圳油箱打孔焊接機歡迎選購汽車油箱打孔焊接機的多模式運行功能適應不同生產場景的需求,提升設備靈活性。設備支持全自動模式(無人干預連續生產)、半自動模式(人工輔助上下料,自動加工)、手動模式(單步操作,用于調試或維修)三種運行模式。全自動模式適用于大批量穩定生產,效率高;半自動模式適用于...
2025-12-21 -
 武漢汽車裝配流水線訂做價格
武漢汽車裝配流水線訂做價格自動嵌環鎖緊設備的故障診斷系統采用智能算法,能夠快速定位故障原因并提供維修建議。故障診斷系統通過對設備各傳感器的數據(如壓力傳感器、位移傳感器、溫度傳感器等)進行實時監測和分析,當發現異常數據時,會啟動故障診斷程序。智能算法會將異常數據與故障案例數據庫中的歷史...
2025-12-21 -
 佛山全自動水冷定型機廠家供應
佛山全自動水冷定型機廠家供應機械鎖位裝置的快速響應特性為水冷定型機的高速換型提供了支持,縮短了產品切換時間。裝置采用伺服電機直接驅動,鎖閉與解鎖動作時間均控制在 0.3 秒以內,較傳統氣動鎖位裝置提速 60%。鎖位參數通過觸摸屏可快速設置,針對不同產品厚度自動調整鎖舌插入深度與鎖閉力,無...
2025-12-21 -
武漢新款裝配流水線共同合作
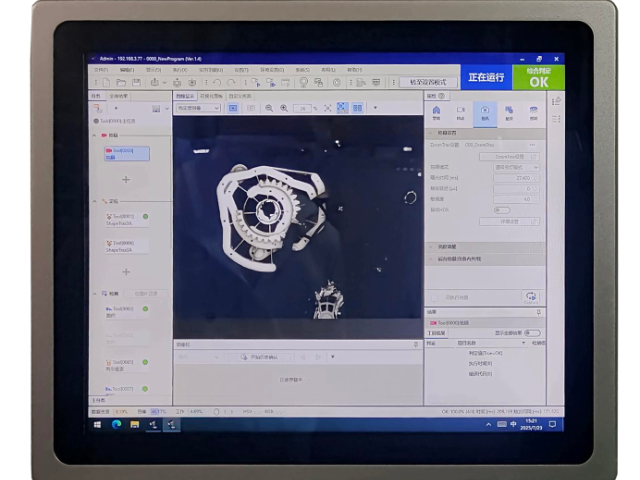
自動插管設備的末端執行器集成了多種傳感器,實現了插管過程的準確感知和智能控制。末端執行器除了配備力傳感器和位移傳感器外,還安裝有視覺傳感器和溫度傳感器。視覺傳感器用于在插管前再次確認接口位置,確保機械臂的定位精度;溫度傳感器用于監測管路和接口的溫度,當溫度過高...
2025-12-20 -
 武漢附近哪里有汽車油箱生產線推薦廠家
武漢附近哪里有汽車油箱生產線推薦廠家ST3 階段的動態補償功能在應對油箱微小變形時展現出強大的適應性,保證了焊接質量的穩定性。在生產、運輸或前序加工過程中,油箱可能會因受力、溫度變化等因素產生微小的變形,這種變形若不加以補償,會導致焊接位置偏移,影響焊接質量。動態補償功能通過實時監測焊接過程中機...
2025-12-20 -
 佛山遠望智能汽車油箱生產線前景
佛山遠望智能汽車油箱生產線前景ST4 階段的人工輔助上料與智能檢測系統的信息交互,提高了異常處理的效率和準確性。當人工輔助上料過程中發現油箱存在明顯外觀缺陷或異常時,操作人員可以通過工位旁的 HMI 界面記錄異常信息并上傳至智能檢測系統;智能檢測系統在對該油箱進行檢測時,會重點關注操作人員...
2025-12-20 -
 上海電機裝配流水線售后服務
上海電機裝配流水線售后服務氣密性測試設備會結合自動掃碼功能記錄的產品信息,對不同類型的油箱執行差異化的測試標準。不同材質、不同結構的油箱(如塑料油箱和金屬油箱、帶燃油泵的油箱和普通油箱)其氣密性要求和測試方法存在差異。通過自動掃碼識別油箱的類型和型號后,氣密性測試系統會自動調用對應的測...
2025-12-20 -
 東莞快速HVAC汽車空調智能裝配檢測產線工廠直銷
東莞快速HVAC汽車空調智能裝配檢測產線工廠直銷噪音測試工序是評估空調運行舒適性的關鍵環節,采用半消聲室與高精度聲學檢測系統實現整體測量。測試工位采用全封閉隔音艙設計,艙內背景噪音≤25dB (A),符合 ISO 3745 聲學測試標準。空調總成通過特定工裝固定在測試臺上,由伺服電機驅動模擬不同風速檔位運行...
2025-12-20 -
 武漢水冷定型機電機
武漢水冷定型機電機雙工位單獨運行的能耗動態分配功能使水冷定型機在不同生產負荷下均保持高效的能源利用。當雙工位滿負荷運行時,系統自動平衡兩個工位的水量與壓力,避免能源浪費;當單工位運行時,自動關閉另一工位的水循環支路與驅動電機,能耗降低 50% 以上。能耗分配基于實時生產數據與能...
2025-12-20 -
 東莞全自動裝配流水線哪家強
東莞全自動裝配流水線哪家強管路裝配工位的自動送料系統采用智能倉儲和機器人協同模式,實現了管路物料的高效供給。該系統包含立體倉儲貨架、自動導引車(AGV)和物料搬運機器人等設備。立體倉儲貨架用于分類存放不同規格的管路,每種管路都有對應的存儲位置和標識。當管路裝配工位需要物料時,系統會根據...
2025-12-20 -
 上海多版本油箱打孔焊接機功能特點
上海多版本油箱打孔焊接機功能特點汽車油箱打孔焊接機的防碰撞功能保護設備與工件免受意外損傷,降低維修成本。設備在自動運行時,通過位置傳感器實時監測刀具、機械臂與工件、夾具的相對位置,預設安全距離閾值。當檢測到可能發生碰撞(如工件定位偏差導致干涉),系統立即停止相關軸運動并發出報警,同時計算安全...
2025-12-20 -
廣州新款水冷定型機定制價格
機械鎖位裝置的多重安全聯鎖機制為水冷定型機的操作安全提供了多方位保障。除了基礎的鎖閉檢測外,裝置還配備緊急解鎖按鈕(需雙人授權操作),在斷電等特殊情況下可手動解鎖;鎖舌與定位銷的配合面設置磨損檢測傳感器,磨損量超過 0.5mm 時發出預警;裝置運行時的振動、溫...
2025-12-20 -
 蘇州自動化油箱打孔焊接機哪個好
蘇州自動化油箱打孔焊接機哪個好汽車油箱打孔焊接機的高精度伺服控制系統實現了加工過程的準確調控,確保工藝參數穩定。系統采用高性能伺服電機與驅動器,控制響應時間≤0.1ms,可實現速度、位置、力矩的準確控制。在打孔過程中,伺服系統精確控制進給速度與壓力,確保不同材質油箱的孔口質量一致;焊接時通...
2025-12-20