廣東高速鋼鉆頭品牌
鉆尖磨損原因:1.工件在鉆頭鉆孔力的作用下向下移動,鉆頭鉆孔后彈回!2.機床剛性不夠!3.鉆頭材質不夠強!4.鉆頭跳躍太多!5.夾緊剛性不足,鉆頭滑動!措施:1.降低切割速度!2.增加飼料3.調整冷卻方向(內冷)4.添加倒角5.檢查調整同軸度鉆頭!6.檢查后角是否合理!3.2韌帶斷裂原因:1.工件在鉆頭鉆孔力的作用下向下移動,鉆頭鉆孔后彈回!2.@>機床剛性不夠!3.鉆頭材質不夠強!4.鉆頭太大了!5.夾緊剛性不足鎢鋼鉆頭高速鋼鉆頭,鉆頭滑動!措施:1.選擇更大的后錐鉆頭!2.檢查主軸鉆頭跳動范圍(<0.02mm)3.使用預定心鉆頂孔!4.使用較硬的鉆頭,帶有頸套或熱縮套件的液壓夾頭!購買三角鉆頭設備,就選臺州市椒江建設工程機械廠,讓您滿意,歡迎新老客戶來電!廣東高速鋼鉆頭品牌

精度高:鉆頭可以精確控制鉆孔的直徑和深度,保證了加工精度!適用性廣:鉆頭可以用于加工各種材料,適用性廣!經濟實用:鉆頭價格相對較低,使用壽命較長,經濟實用!操作簡單:鉆頭操作簡單,不需要復雜的設備和技術,容易上手!結論綜上所述,鉆頭是一種常見的切削工具,廣泛應用于金屬、木材、石材、陶瓷等材料的加工中!鉆頭具有高效、精度高、適用性廣、經濟實用、操作簡單等優勢!在實際應用中,應根據不同的加工材料和加工方式選擇合適的鉆頭,以達到比較好的加工效果!上海 錐孔球齒鉆頭廠家直銷臺州市椒江建設工程機械廠為您供應鉆頭,期待您的光臨!

刃磨鉆頭主要掌握幾個技巧:刃口要與砂輪面擺平!磨鉆頭前,先要將鉆頭的主切削刃與砂輪面放置在一個水平面上,也就是說,保證刃口接觸砂輪面時,整個刃都要磨到!這是鉆頭與砂輪相對位置的第一步,位置擺好再慢慢往砂輪面上靠!鉆頭軸線要與砂輪面斜出60°的角度!這個角度就是鉆頭的鋒角,此時的角度不對,將直接影響鉆頭頂角的大小及主切削刃的形狀和橫刃斜角!這里是指鉆頭軸心線與砂輪表面之間的位置關系,取60°就行,這個角度一般比較能看得準!這里要注意鉆頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為了擺平刃口而忽略了擺好度角,或為了擺好角度而忽略了擺平刃口!
1、根據設計的直徑和總長度鉆頭可以選擇合金棒材切割機或使用線切割設備進行定長加工!2、定長切割棒材,兩端平整,可在手工具磨床上實現!3、合金棒已經倒角或鉆完端面,準備磨鉆頭外徑和柄部,取決于外圓磨具是公還是母!4、鉆頭在高精度外圓磨床上加工外徑、中空部分和刀柄外徑,保證外徑圓柱度、圓跳動和表面光潔度的設計要求!5、為了提高數控磨床上的加工效率,鉆頭鉆尖可以在合金棒放在數控磨床上之前進行倒角,比如140°鉆尖角,這樣可以倒角時粗磨至142°!6、將倒角合金棒清洗干凈后,轉移到數控磨床工序,在五軸數控磨床上進行鉆頭各個零件的加工!7、如果需要改善鉆頭排屑槽和外表面光潔度,也可以在第5步之前或之后使用羊毛輪和磨料進行研磨和拋光!當然,在這種情況下,鉆頭需要劃分更多的步驟進行處理!8、對合格的鉆頭進行激光打標,內容可能是公司品牌LOGO和鉆頭規格尺寸等信息!9、把標記好的鉆頭包裝好,送到專業的工具涂裝公司進行涂裝!購買錐孔球齒鉆頭設備,就選臺州市椒江建設工程機械廠,有想法的可以來電咨詢!
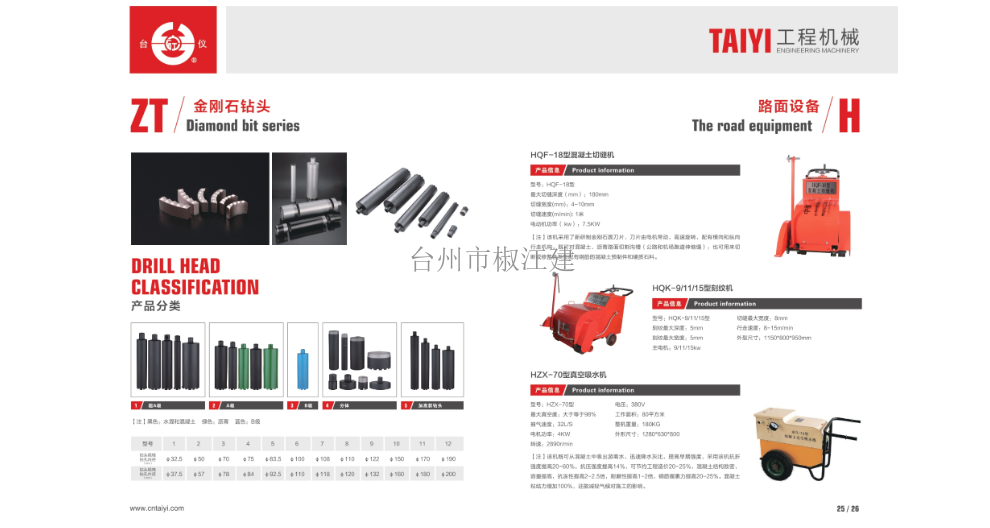
空心鉆頭又名取芯鉆頭,開孔器,中心鉆頭,鋼板鉆頭,磁力鉆鉆頭,鋼軌鉆頭等!鉆頭主要材質有:高速鋼類;粉末冶金類;硬質合金類!空心鉆頭種類、規格齊全,適用于各種品牌的進口磁座鉆(磁力鉆)及通用鉆床、銑床、鏜床等!該產品與進口磁座鉆配套使用,鉆孔效率是普通鉆頭的8~10倍!空心鉆頭(多刃鋼板鉆又名或取芯鉆)是多刀刃環狀切削的高效鉆頭,鉆孔直徑從12mm到150mm,主要用于對鋼構件的鉆孔加工,如鋼結構工程、軌道交通、橋梁、船舶、機械制造、航空航天等孔加工領域,其鉆孔性能明顯優于傳統的二刃麻花鉆,具有鉆孔效率高、鉆削輕快省力的特點,多刃鋼板鉆與磁座鉆機配套可以對大型工件進行多方位鉆孔,操作方便靈活,有效縮短工程施工時間,成為現代鋼構件鉆孔及環形槽加工的優先刀具!臺州市椒江建設工程機械廠致力牙輪鉆頭生產研發,有想法不要錯過哦!臺州沖擊鉆頭哪個品牌好
臺州市椒江建設工程機械廠是一家專業生產銷售鉆頭,有需求可以來電咨詢!廣東高速鋼鉆頭品牌
硬質合金鉆頭材料的主要成分是碳化鎢和鈷,占所有成分的99%,其他金屬占1%,所以稱為鎢鋼(碳化鎢)!鎢鋼是一種由至少一種金屬碳化物組成的燒結復合材料!碳化鎢、碳化鈷、碳化鈮、碳化鈦和碳化鉭是鎢鋼的常見成分!碳化物成分(或相)的晶粒尺寸通常在0.2-10微米之間,并且碳化物晶粒使用金屬粘合劑結合在一起!粘結劑金屬一般為鐵族金屬,常用鈷和鎳!因此,有鎢鈷合金、鎢鎳合金和鎢鈦鈷合金!鎢鋼鉆頭材料燒結成型是將粉末壓制成坯料,然后進入燒結爐加熱到一定溫度(燒結溫度),保持一定時間(保溫時間),然后冷卻它以獲得所需的性能!鎢鋼材質!廣東高速鋼鉆頭品牌
- 北京金剛石鉆頭一般多少錢 2025-12-18
- 上海電錘鉆頭批發廠家 2025-12-18
- 江蘇挖機鉆頭批發 2025-12-18
- 椒江空心鉆頭訂購 2025-12-18
- 廣東高速鋼鉆頭品牌 2025-12-18
- 北京沖擊鉆頭去哪買 2025-12-18
- 上海電錘鉆頭咨詢 2025-12-18
- 四川電錘鉆頭哪家有賣 2025-12-17
- 北京大口徑擴孔鉆頭制造廠 2025-12-17
- 重慶鎢鋼鉆頭哪個牌子好 2025-12-17
- 硬質合金用真空氣氛爐廠家哪家好 2025-12-18
- 遼寧TL大扭矩扭力限制器需要多少錢 2025-12-18
- 濟南零冷水安裝說明 2025-12-18
- 嘉興生物醫學實驗室工程 2025-12-18
- 上海船舶發動機電子調速器結構 2025-12-18
- 楊浦區工業自動控制系統裝置哪個好 2025-12-18
- 儀景通儀景通熒光光譜儀分析儀維修維修 2025-12-18
- 北京可折疊絲桿滑臺安裝教程 2025-12-18
- 江蘇小型零點工裝夾具維修電話 2025-12-18
- 江蘇智能中型排爆機器人價位 2025-12-18