中山多版本裝配流水線廠家
氣密性測試設備會結合自動掃碼功能記錄的產品信息,對不同類型的油箱執行差異化的測試標準。不同材質、不同結構的油箱(如塑料油箱和金屬油箱、帶燃油泵的油箱和普通油箱)其氣密性要求和測試方法存在差異。通過自動掃碼識別油箱的類型和型號后,氣密性測試系統會自動調用對應的測試參數,如測試壓力值、保壓時間、允許壓力降范圍等。對于塑料油箱,由于其材質的彈性特性,測試壓力會設置得相對較低,保壓時間適當延長;對于金屬油箱,測試壓力可以設置得較高,以更嚴格地檢驗其密封性能。同時,掃碼信息還會告知測試系統油箱上的接口數量和位置,使設備能夠有針對性地對各接口的密封情況進行重點監測。這種差異化的測試方案,既保證了測試結果的準確性和合理性,又避免了對所有油箱采用統一標準導致的過度測試或測試不足問題。管路裝配路徑規劃合理,減少干涉確保順暢。中山多版本裝配流水線廠家

自動掃碼系統采用工業級二維碼掃描槍和抗干擾技術,確保在復雜工業環境下的穩定掃碼性能。汽車油箱裝配車間存在粉塵、油污、振動、電磁干擾等多種不利因素,對掃碼系統的穩定性提出了很高要求。工業級二維碼掃描槍具備高分辨率圖像傳感器和強大的解碼算法,能夠快速識別模糊、污損、變形的二維碼或條形碼。掃描槍的外殼采用防塵防水設計,防護等級達到 IP65,能夠抵御粉塵和液體的侵蝕。為了減少電磁干擾,掃碼系統的電路設計采用了電磁屏蔽技術,數據線采用帶屏蔽層的雙絞線,并通過接地處理進一步降低干擾。同時,系統還具備多次掃描重試功能,當一次掃碼失敗時,會自動調整掃描角度和光線強度進行多次嘗試,提高掃碼成功率。這些技術措施的應用,使自動掃碼系統的掃碼成功率保持在 99.95% 以上,確保了生產數據采集的連續性和可靠性。中山汽車油箱裝配流水線種類自動翻轉機構靈活調整角度,適配多工序裝配需求。

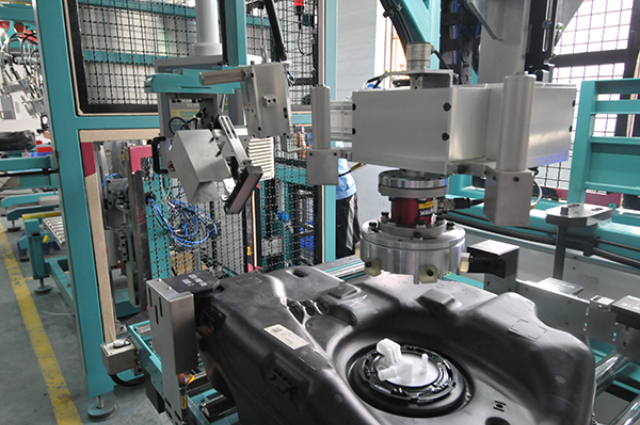
泵閥裝配工位的機械臂采用冗余自由度設計,具備高度的運動靈活性,能夠適應復雜的裝配動作需求。泵閥的裝配過程往往需要機械臂在有限的空間內完成抓取、移動、對位、安裝等一系列復雜動作,傳統的六自由度機械臂可能會因運動空間限制而無法完成某些動作。冗余自由度機械臂(如七自由度機械臂)通過增加一個額外的自由度,使其運動空間更加靈活,能夠以更多種姿態到達目標位置,有效避免了運動干涉問題。在泵閥裝配過程中,機械臂可以通過調整冗余自由度的關節角度,找到合適的裝配路徑,使泵閥能夠在復雜的油箱結構中順利完成對位和安裝。同時,冗余自由度設計還提高了機械臂的容錯能力,當某一關節出現輕微故障時,系統可以通過調整其他關節的角度來補償,確保裝配任務的繼續進行。這種高靈活性的機械臂,為泵閥裝配的自動化和準確化提供了有力支持。
氣密性測試工位的充氣系統采用精密流量控制技術,確保測試壓力的穩定和準確調節。充氣系統由空氣壓縮機、干燥過濾器、精密減壓閥、流量控制器等組成。空氣壓縮機提供的壓縮空氣首先經過干燥過濾器去除水分和雜質,保證測試介質的潔凈度。精密減壓閥將壓縮空氣壓力調節至略高于測試所需的壓力值,為后續的精確控制提供基礎。流量控制器采用電子式質量流量控制器,能夠精確控制充氣過程中的氣體流量,使油箱內的壓力按照預設的曲線緩慢上升至測試壓力值,避免因壓力上升過快導致油箱殼體變形或接口密封面受損。當油箱內壓力達到預設值后,流量控制器會自動關閉,進入保壓階段。在整個充氣和保壓過程中,壓力傳感器會實時監測壓力變化,確保壓力控制精度在 ±0.5kPa 以內。這種精密的流量和壓力控制技術,保證了氣密性測試結果的準確性和可靠性。自動翻轉定位安全聯鎖,保障操作安全。
管路裝配工位的自動送料系統采用智能倉儲和機器人協同模式,實現了管路物料的高效供給。該系統包含立體倉儲貨架、自動導引車(AGV)和物料搬運機器人等設備。立體倉儲貨架用于分類存放不同規格的管路,每種管路都有對應的存儲位置和標識。當管路裝配工位需要物料時,系統會根據生產計劃和掃碼獲取的油箱型號信息,自動生成物料需求清單,并向立體倉儲系統發出取料指令。AGV 按照指令將存放所需管路的料箱從貨架取出并輸送至物料搬運機器人的工作區域。物料搬運機器人通過視覺識別技術抓取管路,并將其準確放置在裝配工位的定位工裝中。同時,系統會對每種管路的庫存數量進行實時監控,當庫存低于預警值時,會自動發出補貨提示。這種智能送料系統,實現了管路物料的自動化供給和準確管理,減少了人工干預,提高了物料供給效率和準確性。流水線節拍優化,提升油箱裝配整體生產效率。中山汽車油箱裝配流水線種類
氣密性測試把控油箱密封性能,杜絕泄漏風險。中山多版本裝配流水線廠家
在管路裝配過程中,自動嵌環鎖緊功能的應用確保了管路接口的連接強度和密封性。管路與油箱接口的連接通常需要在接口處安裝金屬嵌環,以增強連接部位的結構強度。流水線的管路裝配工位首先通過自動送料機構將適配的金屬嵌環輸送至裝配位置,然后由取料機械臂將嵌環準確放置在油箱接口的嵌裝槽內。此時,自動嵌環鎖緊裝置會啟動,其環形壓頭會對嵌環進行均勻施壓,使嵌環發生塑性變形并與嵌裝槽緊密貼合。鎖緊過程中,壓力傳感器實時監測鎖緊力的大小,當達到預設的鎖緊力閾值時,設備自動停止施壓,避免過度鎖緊導致接口損壞。嵌環鎖緊完成后,管路裝配機械臂再將管路插入接口,此時嵌環能夠為管路提供穩定的支撐和定位,確保管路插入位置準確。這種先嵌環鎖緊后插管的工藝順序,有效提高了管路連接的可靠性,降低了因接口松動導致的燃油泄漏風險。中山多版本裝配流水線廠家
- 佛山遠望智能油箱打孔焊接機報價 2025-12-23
- 東莞大型水冷定型機廠家供應 2025-12-23
- 上海多功能汽車油箱生產線應用范圍 2025-12-23
- 北京綠色環保汽車油箱生產線定制價格 2025-12-23
- 中山附近哪里有裝配流水線解決方案 2025-12-23
- 中山直銷油管焊接機定制 2025-12-23
- 高速運轉汽車油箱生產線工廠直銷 2025-12-23
- 廣州電子裝配流水線報價 2025-12-23
- 廣州大型油管焊接機回收 2025-12-23
- 北京自動化油管焊接機生產商 2025-12-23
- 黑龍江制藥設備非標零件加工 2025-12-23
- 上海工業卷板加工聯系方式 2025-12-23
- 江西高效穩定打包機產量計算 2025-12-23
- 重慶小型自動噴涂線加工廠 2025-12-23
- 江蘇齒輪同步分流器售價 2025-12-23
- 安裝寵物X光機加工廠 2025-12-23
- 吳中區安裝激光加工設備按需定制 2025-12-23
- 云南螺旋板式換熱器設備價格 2025-12-23
- KME頂置式房車空調供應商 2025-12-23
- 天津電動耐磨防腐修復 2025-12-23