深圳新能源汽車燃油箱柔性生產線源頭廠家
HMI 界面的參數靈活調節功能為汽車油箱柔性生產線適應不同生產需求提供了便利。操作人員可以通過 HMI 界面直觀地調整各工位的加工參數,如 ST1 階段的開孔速度、力度,ST2 和 ST3 階段的焊接電流、電壓、速度,ST4 階段的檢測標準等。參數調節界面設計人性化,提供了參數范圍限制、默認參數推薦等功能,防止誤操作導致的參數設置錯誤。當需要切換生產型號時,操作人員可以通過 HMI 調用預設的參數模板,快速完成參數調整,縮短了換型時間;在生產過程中發現質量波動時,也可以通過實時調節相關參數進行工藝優化,確保生產質量的穩定性。這種靈活的參數調節能力,增強了生產線的適應性和可控性。ST2 精密焊接針對關鍵部位采用多層脈沖工藝。深圳新能源汽車燃油箱柔性生產線源頭廠家
ST1 階段的力 - 位傳感自適應浮動開孔單元在應對油箱材質差異時展現出強大的適應性。不同型號的新能源汽車燃油箱可能采用不同的材質或厚度,這對開孔加工的力度和速度要求各不相同。力 - 位傳感單元能夠實時感知開孔過程中機器人與油箱之間的作用力變化,根據材質的硬度自動調整開孔力度:對于較硬的材質,適當增大力度以保證開孔效率;對于較軟或較薄的材質,則減小力度防止過度損傷。同時,位置傳感功能確保開孔位置不受材質不均勻導致的微小變形影響,始終保持微米級的加工精度。這種對材質差異的自適應能力,使得生產線能夠兼容多種材質的油箱加工,擴大了生產線的適用范圍。蘇州遠望智能汽車燃油箱柔性生產線工廠直銷ST4 達成≤60 秒 / 件高速節拍,滿足批量生產需求。
ST4 階段機器人采取的共用熱摸方式和智能快換系統,是汽車油箱柔性生產線實現高柔性生產的關鍵技術之一。共用熱摸方式使得機器人能夠通過同一套熱摸設備加工不同型號的油箱,減少了設備的更換時間和成本。智能快換系統則能夠在秒級時間內完成機器人末端執行器的更換,以適應不同型號油箱的加工需求。這兩項技術的結合,使得生產線能夠快速切換不同版本的油箱加工,很大程度上縮短了換型時間,提高了生產線的響應速度和生產效率。無論是小批量多品種的生產,還是大規模的連續生產,都能得到高效的滿足。
ST2 階段的無屑切孔技術在提高油箱清潔度的同時,也降低了后續工序的質量風險。傳統切孔方式產生的切屑若殘留在油箱內部,可能會在后續的焊接、裝配或使用過程中造成嚴重后果,如劃傷密封面導致泄漏、損壞內部部件等。無屑切孔技術通過特殊的刀具和加工工藝,在切孔過程中不產生切屑,從源頭避免了切屑污染問題。這不僅減少了對油箱內部清潔度的額外處理工序,降低了生產成本,還消除了因切屑導致的潛在質量隱患,提高了產品的可靠性。對于對清潔度要求極高的新能源汽車燃油箱而言,無屑切孔技術是保證其性能和安全性的重要工藝手段。ST4 視覺與檢測系統融合提升質量判定準確性。

ST4 階段的智能檢測系統與高精度 3D 視覺系統的深度融合,構建了汽車油箱柔性生產線的高效質量檢測體系。3D 視覺系統為智能檢測提供了準確的三維定位和特征識別數據,智能檢測系統則基于這些數據進行多維度的質量評估。在檢測過程中,3D 視覺系統快速掃描油箱的外觀、尺寸、焊接縫等特征,生成詳細的三維模型和數據;智能檢測系統通過算法對這些數據進行分析,檢測是否存在尺寸超差、焊接缺陷、表面損傷等問題。兩者的融合不僅提高了檢測的準確性和全面性,還縮短了檢測時間,使檢測過程能夠與高速生產節拍相匹配。同時,檢測數據會實時反饋至控制系統,為生產過程的持續優化提供依據。ST4 智能檢測系統自動分揀良品 / 不良品并完成裝箱。高效率汽車燃油箱柔性生產線按需設計
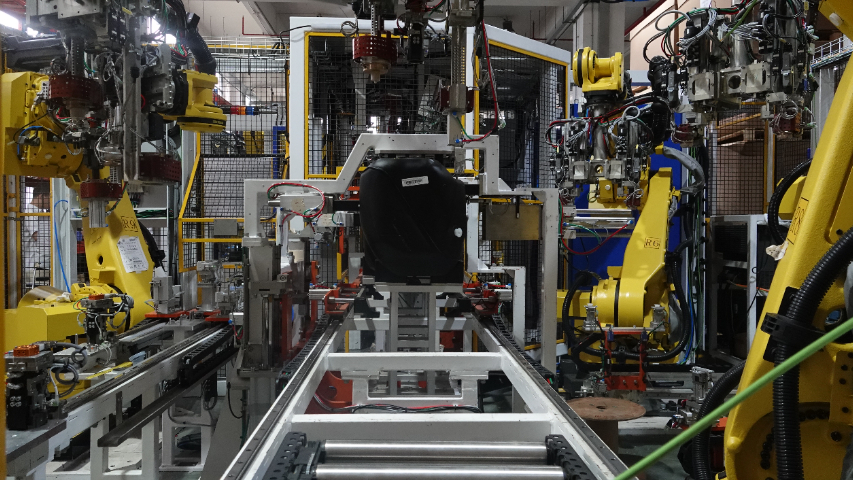
新能源汽車燃油箱焊接打孔通過四工位柔性生產線高效完成。深圳新能源汽車燃油箱柔性生產線源頭廠家
ST3 階段實現的焊接基準自標定與動態補償功能,是汽車油箱柔性生產線應對生產過程中不確定性因素的重要技術手段。在長期生產過程中,由于設備磨損、溫度變化等因素的影響,焊接基準可能會發生微小的偏移。自標定功能能夠定期對焊接基準進行自動檢測和校準,確保基準的準確性。而動態補償功能則在焊接過程中實時監測焊接位置與基準的偏差,并根據偏差大小自動調整焊接路徑和參數,及時糾正偏差。這兩項功能相互配合,有效保證了焊接位置的精度,減少了因基準偏移導致的焊接缺陷,提高了產品的合格率和生產的穩定性。深圳新能源汽車燃油箱柔性生產線源頭廠家
- 佛山遠望智能油箱打孔焊接機報價 2025-12-23
- 北京油箱油管焊接機定制 2025-12-23
- 東莞大型水冷定型機廠家供應 2025-12-23
- 上海多功能汽車油箱生產線應用范圍 2025-12-23
- 北京綠色環保汽車油箱生產線定制價格 2025-12-23
- 中山附近哪里有裝配流水線解決方案 2025-12-23
- 中山直銷油管焊接機定制 2025-12-23
- 高速運轉汽車油箱生產線工廠直銷 2025-12-23
- 中山自動裝配流水線廠家 2025-12-23
- 廣州電子裝配流水線報價 2025-12-23
- 不銹鋼板螺母點焊機專機 2025-12-23
- 貴州編織袋衛星式柔版印刷機價格 2025-12-23
- 青浦區購買曲奇餅干機規格尺寸 2025-12-23
- 黑龍江絕緣套管上漆生產線生產 2025-12-23
- 浙江擺臂伺服擰緊軸供應商 2025-12-23
- 廣東領鎖智能客服電話 2025-12-23
- 黑龍江制藥設備非標零件加工 2025-12-23
- 濱湖區數控機床制造標準 2025-12-23
- 上海工業卷板加工聯系方式 2025-12-23
- 江西高效穩定打包機產量計算 2025-12-23