-
 太倉一體化自動化缺陷檢測設備批量定制
太倉一體化自動化缺陷檢測設備批量定制因此,QFN的 焊盤設計建議為:焊盤伸出于器件引腳的外端, 而縮進于器件的內 端,這樣使得在器件引腳的內外形成彎月型焊盤。在這里 很重要的一點是,在進行設計計算時必須考慮器件的公差范圍。(圖9)BGA 設計圖10在BGA設計時,焊點的形狀(如淚滴型)可以通過特...
2025-09-12 -
 吳江區一體化自動化組裝設備維修電話
吳江區一體化自動化組裝設備維修電話檢查繼電器,流量控制閥,壓力控制閥繼電器和磁感應式傳感器一樣,長期使用也會出現搭鐵粘連的情況,從而無法保證電氣回路的正常,需要更換。在氣動或液壓系統中,節流閥開口度和壓力閥的壓力調節彈簧,也會隨著設備的震動而出現松動或滑動的情況。這些裝置與傳感器一樣,在設備中...
2025-09-12 -
 虎丘區通用自動化組裝設備按需定制
虎丘區通用自動化組裝設備按需定制自動化設備是自動化系統中的大型成套設備。自動化是專門從事智能自動控制、數字化、網絡化控制器及傳感器的研發、生產、銷售的高科技公司,其眾多的功能模塊、完善的嵌入式解決方案可以很大程度地滿足眾多用戶的個性化需求。公司的產品擁有多種系列的產品來滿足客戶的需求。自動化...
2025-09-12 -
 高新區附近自動化組裝設備規格尺寸
高新區附近自動化組裝設備規格尺寸自動化的應用正從工程領域向非工程領域擴展,如醫療自動化、人口控制、經濟管理自動化等。自動化將在更大程度上模仿人的智能,機器人已在工業生產、海洋開發和宇宙探測等領域得到應用,**系統在醫療診斷、地質勘探等方面取得***效果。工廠自動化、辦公自動化、家庭自動化和農...
2025-09-12 -
相城區本地自動化組裝設備銷售廠
隨著社會進步和生活水平的提高,市場更加需要具有特色、符合顧客個人要求樣式和功能千差萬別的產品。激烈的市場競爭迫使傳統的大規模生產方式發生改變,要求對傳統的零部件生產工藝加以改進。傳統的制造系統不能滿足市場對多品種小批量產品的需求,這就使系統的柔性對系統的生存越...
2025-09-11 -
 張家港整套自動化組裝設備哪里買
張家港整套自動化組裝設備哪里買組裝方法組裝工序在生產過程中要占去大量時間。裝配時對于給定的生產條件,必須研究幾種可能的方案,并選取其中比較好方案。目前,電子設備的組裝方法,從組裝原理上可以分為三種:(1)功能法。是將電子設備的一部分放在一個完整的結構部件內,該部件能完成變換或形成信號的局部...
2025-09-11 -
 姑蘇區附近自動化缺陷檢測設備規格尺寸
姑蘇區附近自動化缺陷檢測設備規格尺寸更加可行的方法是,取出確定每道工藝和元件變化的特性。這些變化可以分成不同的等級。如果在使用的工藝中,出現了一個新的變化,就要增加一個級別,來保證檢查的精確性。所有認識到的和已知的缺陷都儲存起來,他們的類型和圖片可以用于AOI系統和全球數據庫里的檢查程序。我們沒...
2025-09-11 -
相城區安裝自動化組裝設備設備廠家
2021年廣州博嵊獲得"同步壓管裝置"**,通過工作臺、滑塊等部件創新,實現了散熱器芯體水管與翅片的同步壓裝 [3]。2023年新型水箱芯體組裝機臺采用橫向滑道和移動板設計,使操作人員可在機臺外側完成高尺寸芯體組裝,不良率降低 [6]。主要用于:1.汽車散熱器...
2025-09-11 -
 高新區安裝自動化缺陷檢測設備批量定制
高新區安裝自動化缺陷檢測設備批量定制2D x-ray圖8當應用2D x-ray技術時,所有的器件都需要被布置在 PCB的正面。而用2Dx-ray去檢測這些器件時,還必須再定 義出一塊沒有器件的地方為“禁區”。對于有些BGAs,會 推薦使用一種淚滴型的不對稱焊盤設計,這使得焊錫的成 型性質被系統錯...
2025-09-11 -
虎丘區直銷自動化組裝設備哪里買
第五階段是智能自動化倉儲技術。技術柔性制造系統柔性制造技術是對各種不同形狀加工對象實現程序化柔性制造加工的各種技術的總和。柔性制造技術是技術密集型的技術群,凡是側重于柔性,適應于多品種、中小批量(包括單件產品)的加工技術都屬于柔性制造技術。柔性可以表述為兩個方...
2025-09-11 -
工業園區重型自動化組裝設備維修電話
設備動作流程:滑動承耳經振動盤----出來經直振入到待加工工位----經氣缸推料到攻牙模具------攻牙機發出動作攻牙-----攻牙完成----滑動承耳經下一個攻牙產品推出攻牙模具----經過傳送帶進入到另一個振動盤(必要時可不多使用一個振動盤,攻牙完成經直...
2025-09-11 -
 高新區直銷自動化缺陷檢測設備銷售價格
高新區直銷自動化缺陷檢測設備銷售價格超聲波探傷超聲波在介質中傳播時有多種波型,檢驗中**常用的為縱波、橫波、表面波和板波。用縱波可探測金屬鑄錠、坯料、中厚板、大型鍛件和形狀比較簡單的制件中所存在的夾雜物、裂縫、縮管、白點、分層等缺陷;用橫波可探測管材中的周向和軸向裂縫、劃傷、焊縫中的氣孔、夾渣、...
2025-09-10 -
工業園區重型自動化缺陷檢測設備按需定制
暗場缺陷檢查設備是一種**于45納米及以上工藝半導體制造缺陷檢測的分析儀器。該設備通過低角度散射信號收集技術抑制前層噪音,顯著提高信噪比,同時具備檢測0.2微米級微粒缺陷與圖形缺陷的雙重能力 [1-3]。在滿足基本檢測靈敏度的條件下,其吞吐量可達每小時20片晶...
2025-09-10 -
相城區一體化自動化組裝設備銷售廠
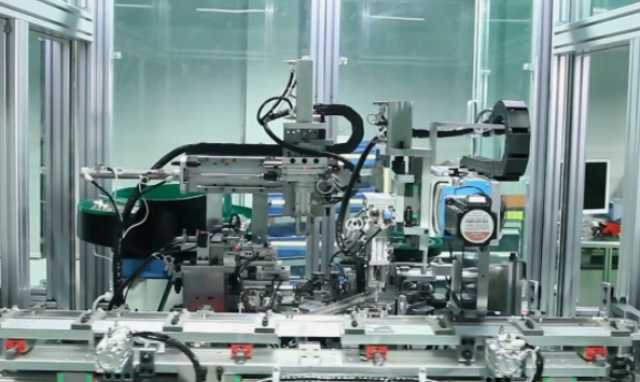
機器的自動化裝配是指機器裝配工藝過程的自動化。自動化裝配系統可分為兩種類型:其一是基于大批量生產裝配的剛性自動化裝配系統,主要由**裝配設備和**工藝裝備所組成;其二是基于柔性制造系統的柔性裝配系統FAS(flexible assembly system),主...
2025-09-10 -
姑蘇區安裝自動化缺陷檢測設備按需定制
元器件尺寸IPC-7350標準描述了器件的尺寸,并對某些焊盤的尺 寸提出了建議。根據IPC標準,器件的長度和引腳的寬度可 以有一個較大變化范圍,相反,焊盤的尺寸卻是相對固定 的。此外,PCB制造公差的影響相對于這些器件的變化來說 也是是很小的。PCB的顏色和阻...
2025-09-10 -
吳中區整套自動化組裝設備按需定制
設備動作流程:滑動承耳經振動盤----出來經直振入到待加工工位----經氣缸推料到攻牙模具------攻牙機發出動作攻牙-----攻牙完成----滑動承耳經下一個攻牙產品推出攻牙模具----經過傳送帶進入到另一個振動盤(必要時可不多使用一個振動盤,攻牙完成經直...
2025-09-10 -
虎丘區安裝自動化缺陷檢測設備規格尺寸
更加可行的方法是,取出確定每道工藝和元件變化的特性。這些變化可以分成不同的等級。如果在使用的工藝中,出現了一個新的變化,就要增加一個級別,來保證檢查的精確性。所有認識到的和已知的缺陷都儲存起來,他們的類型和圖片可以用于AOI系統和全球數據庫里的檢查程序。我們沒...
2025-09-10 -
張家港安裝自動化缺陷檢測設備銷售電話
2D x-ray圖8當應用2D x-ray技術時,所有的器件都需要被布置在 PCB的正面。而用2Dx-ray去檢測這些器件時,還必須再定 義出一塊沒有器件的地方為“禁區”。對于有些BGAs,會 推薦使用一種淚滴型的不對稱焊盤設計,這使得焊錫的成 型性質被系統錯...
2025-09-10 -
昆山本地自動化缺陷檢測設備銷售價格
自動探傷系統是利用超聲波探傷技術,滿足用戶對探傷的實時性要求,并實現實時報警、 缺陷定位和當量計算的探測系統。超聲波探傷技術在無損檢測領域中占有極其重要的地位。 近年來, 計算機軟硬件技術、 高速數字信號處理技術、 虛擬儀器技術的發展, 使無損檢測技術在數據處...
2025-09-10 -
吳江區直銷自動化組裝設備規格尺寸
機器的自動化裝配是指機器裝配工藝過程的自動化。自動化裝配系統可分為兩種類型:其一是基于大批量生產裝配的剛性自動化裝配系統,主要由**裝配設備和**工藝裝備所組成;其二是基于柔性制造系統的柔性裝配系統FAS(flexible assembly system),主...
2025-09-10 -
江蘇一體化自動化缺陷檢測設備規格尺寸
配置ULPA過濾器,有效控制檢測環境中的微粒干擾;3.提供2英寸、3英寸、4英寸及6英寸的夾具適配方案,支持多規格晶片檢測需求。通過四頻道探測器實現多維數據分析:散射光頻道:捕捉表面散射信號以識別顆粒和微觀形變;反射光頻道:分析晶片反射特性,判斷劃痕和凹坑;項...
2025-09-10 -
昆山一體化自動化缺陷檢測設備維修電話
基準點圖4設備可以檢查所有 類型的基準點,而且任 何構件都可以被定義成 一個基準點。雖然三個基 準點可以補償一塊單板的 變形,但通常情況下只需 要確定兩個基準點就可以 了。每個基準點至少離單 板邊緣5mm(0.2”)。 十字形、菱形、星形等比較適用,并建議使用...
2025-09-10 -
太倉一體化自動化組裝設備設備廠家
第三階段是自動化倉儲技術階段自動化技術對倉儲技術和發展起了重要的促進作用。 50年代末和60年代,相繼研制和采用了自動導引小車(AGV)、自動貨架、自動存取機器人、自動識別和自動分揀等系統。70年代和80年代,旋轉體式貨架、移動式貨架、巷道式堆垛機和其他搬運設...
2025-09-10 -
吳江區本地自動化組裝設備批量定制
第二級組裝,稱為插件級,用于組裝和互聯***級元器件。例如,裝有元器件的印制電路板或插件等。第三級組裝,稱為底板級。用于安裝和互聯第二級組裝的插件或印制電路板部件。第四級組裝及更高級別的組裝,稱為箱級、柜級及系統級。主要通過電纜及連接器互連二、三級組裝,并以電...
2025-09-10 -
常熟銷售自動化缺陷檢測設備批量定制
例如,根據回波信號的特點和探傷現場的干擾狀況,選擇不同的濾波器結構、參數和不同的實時報警策略,這充分體現了虛擬儀器的優點。 [2]高速A /D 及數字檢波技術超聲波缺陷信號時基時間寬度一般為0. 6~2. 0μs,上升測時間為10~ 40ns ,為了達到不失真...
2025-09-10 -
江蘇購買自動化組裝設備銷售廠
在這一步檢查電路時,要使用必備的萬用表,調到蜂鳴器檔,檢查回路的通路情況。如果氣管出現嚴重折痕,立刻更換。液壓油管一樣要更換。在保證上述步驟無誤后,故障才有可能出現在控制器中,但永遠不可能是程序問題!首先,不要肯定是控制器毀壞,只要沒有出現過嚴重的短路,控制器...
2025-09-10 -
高新區通用自動化組裝設備銷售電話
檢查傳感器位置是否出現偏移由于設備維護人員的疏忽,可能某些傳感器的位置出現差錯,比如沒有到位,傳感器故障,靈敏度故障等。要經常檢查傳感器的傳感位置和靈敏度,出現偏差及時調節,傳感器如果壞掉,立刻更換。很多時候,如果在保證電源,氣源和液壓源供應無誤的情況下,更多...
2025-09-10 -
江蘇重型自動化組裝設備銷售電話
●一套物料存儲運輸系統,可以在機床的裝夾工位之間運送工件和刀具;FMS是一套可編程的制造系統,含有自動物料輸送設備,能在計算機的支持下實現信息集成和物流集成,它●可同時加工具有相似形體特征和加工工藝的多種零件;●能自動更換刀具和工件;●能方便地上網,容易于其它...
2025-09-10 -
工業園區附近自動化缺陷檢測設備銷售廠
印刷圖案圖3所有印有圖案的PCB也是能夠被檢查的,例如,當元 器件的邊框或元器件本體上的字母單獨出現在組件的某個 區域從而干擾對其他部分的檢查時,可以手工調整檢查程 序。盡管如此,在生產允許的范圍內,圖案的印刷范圍仍 然有一個較大的選擇,因此,減少非反射性標識...
2025-09-10 -
吳中區通用自動化缺陷檢測設備設備廠家
圖像分析模塊:運行閾值分割、形態學處理算法 [2-3]2024年實用新型專利顯示,先進系統可集成分揀模塊實現自動化品質分級,檢測流程耗時較人工檢測縮短90% [2]。檢測算法分為三類技術路線:傳統圖像處理:采用全局/局部閾值分割進行像素分類,配合邊緣檢測算法提...
2025-09-09