管彎頭管道自動焊機廠家
寶利蘇迪管管自動氬弧焊機,全位置氬弧焊機MW,UHP系列采用氬弧焊接工藝,電流通過非消耗性鎢電極產生,在電極和工件之間建立電弧。電弧的熱量使結合在一起的金屬熔化。鎢是一種難熔金屬,熔化點高達3410度。它可以承載電弧的熱量,并且在變得紅熱時保持其硬度。過去,TIG焊接采用釷鎢鎢極,如今,更傾向于使用各種不同的合金鎢極,例如鑭鎢鎢極,無放射物質,而且其性能與釷鎢鎢極相當。在寶利蘇迪自動管焊機,管管自動焊機MW使用之前,必須使用特殊的鎢極磨削機來獲得精確的鎢極端部準備和足夠的可重復精度,這對于維持穩定的電弧和一貫的焊接滲透水平極其重要。錐形部分的磨削方向應為縱向,與鎢極的晶粒結構一致。寶利蘇迪管管焊機MW采用封閉式無氧化焊接,改善焊縫外觀的同時,提高了機械性能,確保了強度和耐用性。管彎頭管道自動焊機廠家
管道自動焊機
寶利蘇迪POLYSOUDE不銹鋼管焊機MW系列機頭供貨時,除了標準MW機器本體外,我們還提供以下選項及附件:
鈦合金管夾塊TCI,用于所有公制和英制管件外徑,根據簽訂合同時供貨范圍內所商定的夾塊數量來提供套數,每套TCI夾塊含有4個半圓。
帶有偏移電極夾持器的彎頭焊接單面管件夾持裝置和氣體保護擋塊,專為直段較短的部件焊接設計。
延長電纜(15m),當電源與機頭距離較遠時,例如工程作業時,可將電源置于地面,機頭攜帶至較高處作業,電源與機頭可通過延長電纜連接;
雙焊接機頭切換盒,可實現單個電源控制兩個機頭,實現兩個機頭間的切換使用;
緊湊型運輸和存放用箱;
預斷預磨鎢電極。 自熔管道自動焊機自動焊接設備寶利蘇迪自動氬弧管焊機MW可解決冷拔管長度較短,標準機頭無法夾持的難題。

寶利蘇迪流體管道焊機MW系列廣泛應用于制藥行業中的設備制造(中藥萃取罐、凍干機、發酵罐等),水處理設備制造,潔凈管道工程安裝過程中。制藥工廠必須配備管道系統,用于物料輸送和處理,以及安全供給清潔蒸汽和注射用水。這些管道系統的設計與運行的潔凈程度有著決定性的作用。純水是制藥生產的重要原料,廣泛應用于制藥用水、設備清洗。純水制備管道系統直接影響純水質量。注射用水及其衍生物,用于人體注射,其純度要求特別高。其輸送管道潔凈要求更為嚴格,任何腐蝕痕跡都不能容忍;因此,焊縫必須耐腐蝕,由TIG 焊機所焊接接頭,能滿足耐腐蝕的高標準。
寶利蘇迪在標準封閉式管管自動焊機MW的基礎上改制,解決冷拔管長度較短,標準機頭無法夾持的問題。此焊機專為拔管三通對接焊應用定制,特殊夾具確保MW管管焊接機頭可被牢牢夾持在拔管上,從而順利完成焊接。典型應用:從管側冷拔出的小管高5-8mm,管外徑15mm。可根據不同客戶要求定制。內置保護氣的控制功能,保護氣覆蓋整個焊縫來防止氧化;采用閉環控制的直流齒輪馬達,可高精度的控制行走速度和電弧位置;單面焊雙面成型;定制特殊夾具,裝夾方便可靠,容易組對;快速高效,質量保證;如拔管長度小于5mm,可使用寶利蘇迪開放式管焊機MUIV完成焊接。 寶利蘇迪自動管焊機MW焊接參數可以優化,以保護敏感基材所需特性。
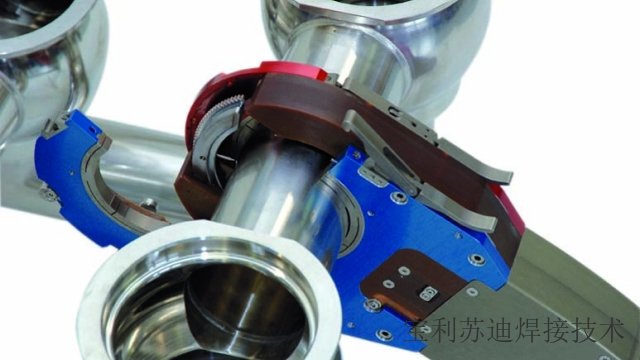
寶利蘇迪管道自動TIG焊機MW可用于直管與彎頭的焊接。機頭配套可選配鎢極偏置器將鎢極偏置,結合單側管夾持的運用手段,適用于直管與直段較短或無直段的彎頭對接焊情景。管管對接焊時,出現一側直管段長度不足焊接機頭厚度一半且另一直管段長度充足的情況,運用鎢極偏置器將鎢極偏置安裝,調整鎢極在待焊位置,夾緊兩段直管端來實現焊接。管與無直邊段彎頭對接焊時,彎頭端無法夾持,需在定位點焊后進行直管端單邊夾持,配合彎頭焊接保護夾片使用,來實現焊接及焊接氣體保護。寶利蘇迪POLYSOUDE特氣管路焊機UHP專為不銹鋼管自熔焊接設計,可焊管外徑1.6到33.7 mm,用于微型接頭焊接。潔凈管道自動焊機自動焊接設備
不銹鋼薄壁管管道焊機可以把焊接參數轉存到個人電腦中處理及歸檔;可以從焊接電源直接打印焊接程序。管彎頭管道自動焊機廠家
寶利蘇迪提供全套TIG自動氬弧焊接設備用于雙相不銹鋼管道全自動焊接。雙相不銹鋼管的主要優勢:·相較于其耐腐蝕性能以及其他類型的不銹鋼而言,重量輕·強度高:大約是普通奧氏體或鐵素體鋼的兩倍·其韌性和延展性高于普通鋼:雙相不銹鋼比鐵素體鋼具有更好的韌性和延展性·耐腐蝕性能高:雙相不銹鋼耐腐蝕性能與奧氏體不銹鋼相似·可支付成本:相較于耐用性能而言,雙相不銹鋼因其低鎳含量而成為更為經濟的材料選項.雙相不銹鋼管很難焊接。鐵素體含量的增加會使雙相鋼和超雙相鋼的力學性能和物理性能下降。
寶利蘇迪Polysoude全位置軌道TIG焊接技術可提供可靠工藝,確保焊接熱量輸入盡可能地低,從而獲得比較低鐵氧體水平。我們提供全套自動化TIG管管自動焊焊接機頭和先進的TIG焊接電源供選擇使用: MW不銹鋼管道自動焊機可滿足外徑6至170mm潔凈管道焊接中的各種不同應用場景。 管彎頭管道自動焊機廠家
- 浙江自動TIG焊接機器人 2025-12-17
- 浙江換熱管與管板焊接機器人焊接設備 2025-12-17
- 窄間隙焊接機器人 2025-12-17
- 上海定子屏蔽套環縫焊接機器人管板自動焊接設備 2025-12-17
- 云南自動熱絲TIG窄間隙焊接機器人焊接設備生產廠家 2025-12-17
- 北京定子屏蔽套環縫焊接機器人焊接設備 2025-12-17
- 天津自動氬弧焊接機器人設備制造商 2025-12-17
- 西藏換熱管與管板焊接機器人焊接系統 2025-12-17
- 天津管子管板焊接機器人 2025-12-17
- 陜西J型坡口自動TIG焊接機器人窄間隙焊機 2025-12-17
- 四川自清潔過濾器直銷 2025-12-17
- 西安硬脆材料水導激光加工精密加工服務 2025-12-17
- 宜賓真空淬火 2025-12-17
- 奉賢四軸/六軸碼垛機的用途 2025-12-17
- 南通1000L/h注射水設備制造廠家 2025-12-17
- 湖北工程油缸鄭重承諾 2025-12-17
- 惠州巨型砂芯機 2025-12-17
- 廣西機器人點焊自動化生產線上下料 2025-12-17
- 河南專業灌漿料批發 2025-12-17
- 廣東201不銹鋼沖壓板 2025-12-17